Explore our high-performance molecular filters, engineered for heavy-duty gas adsorption, VOC removal, and cleanroom sterilization.
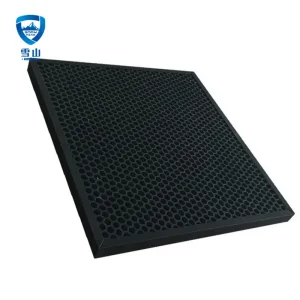
Modern commercial and industrial facilities require complex air handling infrastructure capable of managing gaseous chemical pollutants, volatile organic compounds (VOCs), and airborne molecular contaminants (AMCs). Carbon Filters engineered for Air Handling Units (AHUs) represent the gold standard in physical adsorption and chemisorption technology. By employing premium activated carbon matrixes—ranging from granular activated carbon (GAC) to high-porosity honeycomb configurations—these specialized filters capture contaminants at a molecular level, preventing system corrosion, product contamination, and occupational health hazards.
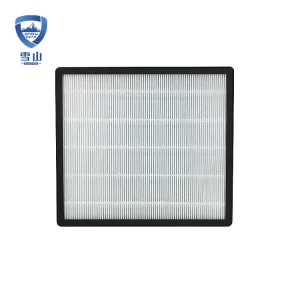
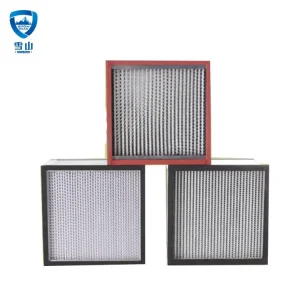
Traditional HEPA and particulate filters are excellent for stopping solid particulate matter (PM2.5, PM10) but are completely ineffective against gases, molecular pollutants, odors, and chemical vapors. Volatile Organic Compounds (such as Benzene, Toluene, and Formaldehyde) easily pass through fiber meshes. Combining carbon-infused structures with high-efficiency particulate air (HEPA) systems creates a comprehensive dual-stage protection dynamic, crucial for maintaining zero-tolerance cleanroom environments.
B2B buyers, EPC contractors, and procurement departments evaluating Carbon Filter AHU suppliers prioritize key metrics that impact the total cost of ownership (TCO) and system reliability. These requirements include:
Different industrial sectors face distinct gaseous challenges. A one-size-fits-all approach fails under rigorous real-world conditions. Snow Peak Clean Technology designs tailored solutions based on custom chemical profiles:
Microelectronics & Semiconductor Fabs: Microchips are highly vulnerable to Airborne Molecular Contamination (AMC), which can cause chemical deposition on wafers, leading to catastrophic yield losses. Custom ODM acidic/alkaline gas removal carbon filters protect lithography and clean processing tools.
Biopharmaceuticals and Laboratories: Chemical vapors, organic solvent odors, and microbial contaminants pose major risks. In bag-in-bag-out (BIBO) safety housings, reliable carbon and high-efficiency particulate filters ensure hazardous process exhausts are clean before being released into the atmosphere.

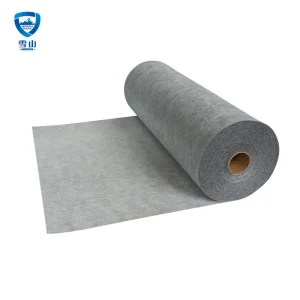
Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.






The progression of carbon adsorption and composite multi-functional media engineered for sustainable, low-carbon industrial facilities.
Integrating targeted chemically impregnated carbon (such as KOH, KI, or H3PO4 treatments) directly into honeycomb frameworks. This optimization significantly boosts chemical adsorption capacities for acid gases, ammonia, and sulfur compounds.
Combining UV-activated photocatalytic media with high-capacity carbon layers. This synergy continuously breaks down adsorbed organic compounds, regenerating the carbon structure and extending the service life of filters in demanding AHU environments.
Development of carbon-fiber composite papers and structured pleats designed to slash pressure drop by up to 30% compared to traditional loose-fill beds, contributing to lower energy usage and reduced carbon footprints.
Embedded nano-sensors designed to report real-time breakthrough levels of gaseous contaminants. This technology enables predictive maintenance cycles and helps prevent molecular contamination before it reaches critical thresholds.
As a leading exporter of molecular and HEPA filtration technologies, Shenzhen Snow Peak Clean Technology supports projects in Europe, North America, Southeast Asia, and the Middle East. Operating on a global scale requires strict adherence to international regulatory systems and localized performance benchmarks.
Our engineering processes comply with ISO 9001 quality management structures. Each shipment undergoes rigorous downstream testing, utilizing advanced challenge-agent methodology to verify zero-leak seals and exact molecular breakthrough levels.
All carbon filter products conform to RoHS and REACH directives, ensuring the absence of hazardous chemicals. With standard CE markings, our products facilitate smooth import and integration across major infrastructure projects worldwide.
Technical answers to common questions about molecular carbon filters, custom specifications, and system optimization.
Explore our secondary line of specialized HVAC components, replacement filters, and industrial cooling materials.