Engineered specifications matching global leading consumer brands. Standard-compliant, high-capacity, and drop-in compatible replacement series.

Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials.
We provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean rooms, and more. Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration is kept down to 10 micrograms/m³, which is 5 times better than the national standard.
Through innovative electrostatic charging technologies and advanced nanofiber pleating, our filter systems effectively inhibit the breeding of microorganisms, yielding a sterilization rate up to 99.9% with zero secondary pollution. The removal efficiency of viruses such as H1N1 is verified as high as 99.99%, ensuring a critical defense vector for biological and chemical contamination control.
Addressing the evolving regulatory landscape, rising HVAC energy costs, and the strict cleanroom standards necessary for modern enterprise infrastructure.
Microelectronics fabricating facilities and biological cleanrooms demand absolute zero contamination. Our MERV 13 to ULPA-grade custom replacement series minimize resistance while preserving design airflow rates.
Using specialized, non-toxic antimicrobial coatings integrated directly within our polymer melt-blown fibers, we prevent fungal growth and block viral penetration up to 99.99% without off-gassing.
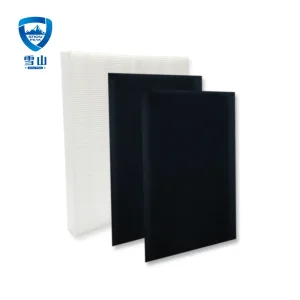
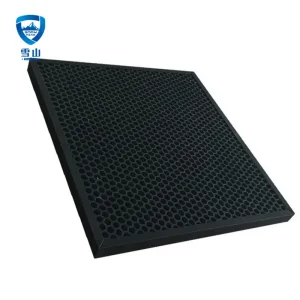
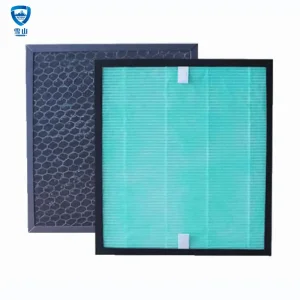
By manufacturing honeycomb structured activated carbon matrices, we achieve exceptional VOC, formaldehyde, and acid gas removal capacities with very low pressure drops, reducing fan power consumption.
Our specialized replacement products are engineered to adapt to regional air conditions, air exchange rates, and varying environmental requirements.
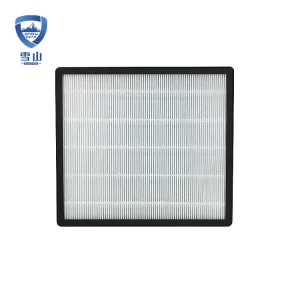
Our H13/H14 medical-grade replacement HEPA series are integrated into containment hoods and surgical theater recirculation units to capture aerosols, bacteria, and virus-laden particulates at high cycle rates.
Engineered to handle high occupant densities, our Honeywell and Coway-compatible filters deliver continuous particle capture without causing excessive load on the central HVAC blower systems.
For micro-processing cleanrooms requiring Class 1 to Class 100 sterile environments, our specialized composite cylinder and frame filter modules eliminate particulate contamination down to the sub-micron scale.
Our production capabilities combine international air purification research with fully automated, dust-free manufacturing operations.
Our manufacturing foundation is built on 15 years of international air purification technology experience. We operate standardized, dust-free production workshops alongside advanced testing and inspection lines for HEPA filtration media.
By designing and engineering our own automated production equipment—supported by AMADA CNC punches and CNC bending systems—we maintain absolute control over tolerances, pleat stability, and product quality. This allows us to scale manufacturing to meet global OEM demand without compromising on performance specs.






How Shenzhen Snow Peak Clean Technology optimizes material sourcing, reduces lead times, and maintains global competitive advantages.
We manufacture our own pocket filter media and melt-blown composite filter sheets. By securing this foundational step, we shield our clients from raw material market fluctuations and quality variances.
Based in Shenzhen, we coordinate container logistics directly through Shenzhen and Hong Kong ports, offering rapid delivery to North American, European, and Asian distributors.
Our CNC manufacturing equipment allows for quick prototyping of custom sizes, shapes, and frame designs, reducing design-to-production cycles down to days.
Each batch of filters undergoes testing for particle breakthrough, pressure drop, and structural integrity, ensuring that final performance matches international standards.
Our long-term R&D path matches global goals for energy savings, sustainable materials, and smart filtration integration.
Transitioning active filter layers toward biodegradable polymers that maintain electrostatic charge over long periods. This reduces environmental waste when filters are replaced.
Developing nano-fiber structures with diameters below 100nm. This creates a dense grid of fibers that catches very fine particles with low airflow resistance.
Embedding conductive threads directly into the filter media to track dust load and pressure drop in real-time, helping users change filters based on actual use rather than estimated times.
Selling replacement filters globally requires meeting strict international testing standards. We ensure all our products meet standard performance levels through regular laboratory testing.
Our facility uses certified test ducts to verify pressure drop, fractional particle size efficiency (PSE), and dust loading capacity. This allows us to issue certificates of compliance for every production run.
B2B Distributors: We provide full testing reports, material datasheets, and compliance documentation to make customs clearance and localization simple and reliable.
Technical details and support information for our custom HEPA and carbon replacement filter series.
Heavy-duty carbon systems, cylinder air collectors, and high-efficiency humidifier wick elements.