Explore high-performance air filtration components designed to capture sub-micron particulates and optimize containment workflows.




In modern industrial manufacturing, air purification is not merely an environmental compliance issue; it is a critical variable that directly impacts manufacturing yield, machinery uptime, and employee health. From microelectronics fabrication plants to sterile pharmaceutical preparation units, clean air remains an essential component of the supply chain. Enterprise procurement managers face complex purchasing ecosystems where they must balance cost-efficiency with high engineering standards.
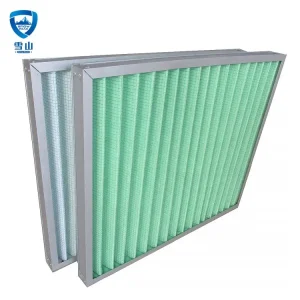
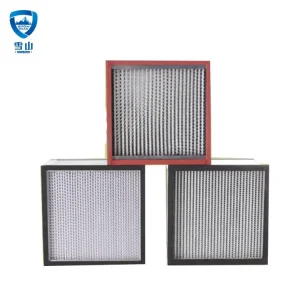
Procurement teams need to carefully examine particulate efficiency metrics, airflow resistance curves, and structural longevity to find the right solutions. Standard mechanical ventilation filters often fall short under the harsh conditions of industrial continuous-operation loops. This is where advanced customized mini-pleat HEPA filters and specialized V-bank systems play a crucial role. Our product line addresses these issues by offering lower pressure drop configurations, extended operating lifespans, and guaranteed seal integrity under high air volume dynamics.
Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%. Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.
The manufacturing facility operates under strict process controls to ensure each filter meets specified performance metrics. Utilizing precision CNC technology and automated pleating lines, our production processes achieve consistent tolerances and structural integrity. From primary cardboard framing structures to complex liquid gel seals, every step is optimized for quality and efficiency.
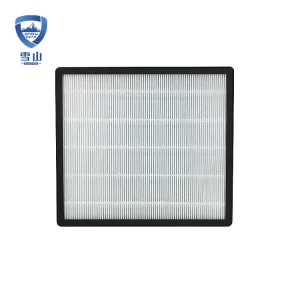
Our facility houses dedicated, clean assembly lines where mini-pleat media packs are joined with protective frames. Automated gluing machines apply precise beads of hot-melt adhesive, creating uniform channels that prevent pleat deformation and maintain uniform airflow across the filter surface.







The manufacturing cluster centered in Shenzhen provides key advantages for global air filtration supply chains. By sourcing raw materials like melt-blown polymer fibers and premium fiberglass sheets locally, we manage component lead times and maintain cost control. This integration helps mitigate external supply disruptions and supports consistent manufacturing schedules.
Furthermore, our automated, high-output production lines allow us to scale up for high-volume orders. With in-house automated pleating machines and heavy AMADA CNC metalworking tools, we handle custom frames and specifications without depending on third-party fabricators. This single-site approach improves quality control across the production process, and our proximity to international shipping hubs ensures direct transport links to global markets.
Meeting local technical regulations and international certification criteria is essential for successful deployments in diverse markets. Different regions maintain strict, distinct industrial code systems:
Our customer service offers complete documentation, including material test certificates, efficiency verification reports, and localized technical datasheets to support engineering reviews and approvals.
Industrial air handling is evolving beyond static filtration media. Future designs point toward data integration and smart systems. Differential pressure sensors connected to local control systems monitor real-time resistance levels, allowing operators to plan filter changes based on wear rather than set schedules. This preventive approach helps avoid premature replacements and reduces downtime risk.
In addition, sustainability is becoming a key design factor. Frame designs are shifting from single-use plastics to recyclable or biodegradable materials, and modular components allow users to replace only the filter media while keeping the frame structure. These developments help reduce disposal volumes and lower long-term operating costs.
Every product is manufactured to meet EN1822 and ASHRAE specifications, accompanied by complete quality certificates.
Sourcing raw materials locally allows us to maintain stable production timelines and avoid supply disruptions.
We provide tailormade sizes, frame materials, and media density configurations designed for your specific applications.
Answers to key questions from plant engineers and purchasing departments regarding performance, lifetimes, and technical standards.
Advanced replacement components, containment media, and specialty air cooler filtration products built to certified standards.