In the contemporary landscape of high-precision manufacturing, toxic gas emission containment, and modern indoor environmental quality (IEQ) governance, the demand for high-efficiency gas-phase molecular filtration has expanded exponentially. Industrial processes generate an array of volatile organic compounds (VOCs), acidic vapor clouds, alkaline emissions, and offensive odors. Standard particulate filters are physically incapable of intercepting these molecules, which lie in the sub-nanometer scale. This is where engineered activated carbon—or charcoal—filtration solutions become indispensable.
From an enterprise procurement perspective, sourcing custom-configured, highly durable ODM industrial charcoal air filters involves finding partners capable of balancing high-grade raw carbon sourcing, optimized pressure drop kinetics, mechanical frame reliability, and international testing compliance. Global supply chain procurement managers must negotiate fluctuating raw material markets (such as premium coconut shell versus coal-based precursors), demanding customized dimensions for bespoke air handling units (AHUs), and complex certification requirements spanning the Americas, Europe, and Asia-Pacific. A qualified ODM manufacturer does not simply supply filters; they engineer custom adsorption vectors to protect microchips, human health, and delicate chemical processes.
By treating activated charcoal with specialized chemical impregnants (such as KOH, NaOH, or phosphoric acid), we enhance the adsorption curve of specific acid gases, ammonia, and low-molecular-weight VOCs like formaldehyde.
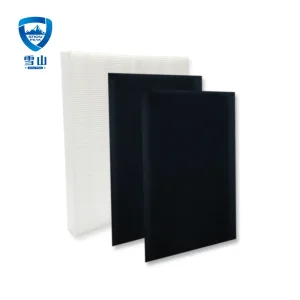
Utilizing high-grade carbon honeycomb structures or micro-pleated synthetic media matrices to maximize active surface exposure while drastically reducing HVAC system resistance and fan energy consumption.
Constructed with reinforced steel, aluminum, or rigid polymer frames, ensuring structural longevity within high-velocity industrial ventilation networks without risking carbon granule bypassing.

Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
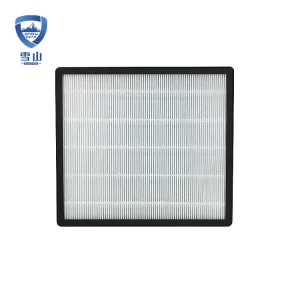
Combined with our self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than the national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
Having 15 years of international air purification technology experience as the background, our company has a standardized production workshop, dust-free filter workshop, and a first-class technology HEPA filters production line and inspection line. With our independent research and development of fully automatic air filter production lines, equipped with AMADA CNC punch and CNC bending machines, alongside many other advanced high-end tools, we provide a robust guarantee for the high production yield and premium quality of our molecular and particulate air filtration systems.






In high-tech industrial manufacturing, microelectronics and semiconductor fabrication facilities represent the pinnacle of environment control challenges. Airborne Molecular Contamination (AMC)—including acids, bases, organic compounds, and dopants—can compromise silicon wafers at nanometer nodes, causing billions of dollars in manufacturing defects. Shenzhen Snow Peak customizes multi-stage molecular filters featuring premium activated carbons engineered specifically to adsorb target gases while preserving airflow integrity.
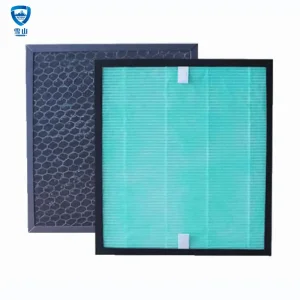
Similarly, in pharmaceutical manufacturing and animal research facilities, odor control is not only a regulatory mandate but also critical to process stability. By applying mathematical simulation of gas-breakthrough curves, we precisely calibrate the required thickness, carbon density, and contact time (Residence Time) of our filters to ensure maximum target containment before carbon exhaustion. Our technical roadmap incorporates next-generation composite structures that unite particulate HEPA filtration and chemical molecular adsorption in a singular, compact layout.
The next frontier of industrial air purification focuses on sustainability and energy minimization. Historically, heavy gas-phase carbon beds imposed severe static pressure penalties, driving up the electrical consumption of fan motors. Our research and development center is actively pioneering low-resistance, synthetic fiber matrices loaded with micro-pulverized activated charcoal. These composite medias dramatically increase the kinetics of gaseous diffusion while cutting static pressure by up to 35% compared to traditional loose-fill carbon trays. Furthermore, our focus on sustainable materials ensures a steady shift toward green coconut-shell carbon sourced through ethically verifiable suppliers, matching global environmental standards (RoHS and REACH).
Operating a global enterprise requires compliance with complex standards. Shenzhen Snow Peak clean technology solutions conform to strict international classifications. All raw materials and completed products are tested in accordance with EN 779, ISO 16890, and EN 1822. For heavy chemical processing markets, our gas-phase carbon performance is verified using standardized gaseous challenge tests (ASTM methodologies for CTC and butane adsorption capacity).
Our OEM/ODM pipeline is built for rapid deployment. We collaborate with international engineering contractors to design replacement media and proprietary housings that drop directly into preexisting commercial HVAC air handling units. Whether you require custom-stamped metal flanging, specialized gasketing (such as high-temperature silicone or polyurethane foam gaskets), or anti-microbial carbon treatments, our engineering team manages the design loop from rapid 3D CAD modeling to scale prototyping, certification testing, and high-volume containerized shipping.