Explore our premium product portfolio designed for high efficiency particle retention, VOC containment, and molecular gas-phase adsorption.
Industrial-grade gas-phase removal requires understanding breakthrough curves, carbon substrate activation, and aerodynamic pressure drop limits.
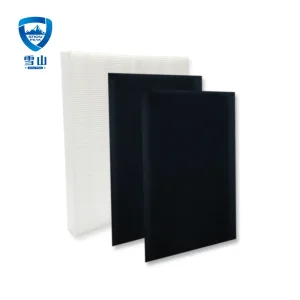
Large charcoal air filters are the primary line of defense against gaseous contaminants, volatile organic compounds (VOCs), odors, and acidic or basic fumes in cleanrooms and commercial environments. The process relies on physical adsorption (physisorption) within a network of microscopic pores. When activated carbon is processed, high-temperature gasification creates a vast surface area—often exceeding 1,000 square meters per gram. This surface area captures gas molecules via Van der Waals forces.
For challenging applications requiring high-capacity odor elimination and acidic gas neutralization, factories leverage chemisorption. This involves impregnating the charcoal with chemical catalysts such as potassium hydroxide (KOH) or phosphoric acid (H3PO4) to chemically bond and convert specific toxic gaseous contaminants into inert compounds.
We source premium coconut shell and coal-based activated carbons with Iodine numbers exceeding 1000 mg/g and CTC (Carbon Tetrachloride) ratings above 60%, ensuring high adsorption density and longer service lifespans.
By optimizing the pleat geometry, carbon mesh sizing (typically 4x8, 6x12, or 8x16 US Mesh), and framework structural rigidity, our designs maintain low initial resistance to airflow, reducing system fan power consumption.
Proper gas filtration relies on air spending sufficient time (residence time) inside the carbon bed. Our custom design calculations balance face velocity (typically 250 to 500 fpm) and carbon bed depth to prevent premature contaminant breakthrough.

Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade.
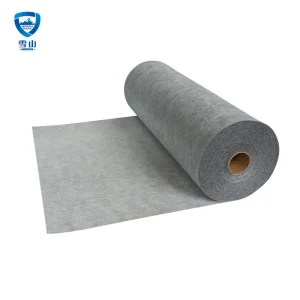
We produce and supply a comprehensive suite of filtration units, including: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, and humidifier filter. Additionally, we engineer pocket filter media, melt-blown composite filter media, and other high-performance filter materials.
Our operation supplies high-quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean rooms, and more. Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration is down to 10 micrograms/m3, 5 times better than national standards; effectively inhibiting the breeding of microorganisms, sterilization rates reach up to 99.9%, and no secondary pollution occurs, with removal of H1N1 virus efficiency as high as 99.99%.
Combining automated machinery, CNC forming, and stringent cleanroom testing lines to achieve competitive OEM delivery cycles.
Our factory utilizes a highly advanced, automated manufacturing workflow to ensure consistency across large-batch OEM production runs. From material laminating to high-speed pleating and computerized structural sealing, we control every step. By utilizing high-end machinery such as Japanese AMADA CNC punches and CNC bending machines alongside our independent, self-developed automated production lines, we reduce mechanical variance, accelerate lead times, and optimize cost efficiency.






Having 15 years of international air purification technology experience as our background, our company features standardized production workshops, dust-free filter workshops, and first-class technology HEPA filters production and inspection lines. Equipped with AMADA CNC punch and CNC bending machines alongside our automated lines, we provide a strong guarantee for high-capacity production, structural durability, and the strict quality assurance required by global OEM buyers.
Pioneering next-generation adsorbents and smart molecular filtration structures for sustainable cleanroom environments.
Developing molecular hybrid media that combines traditional activated carbon with MOFs. This yields up to a 300% increase in targeted gas adsorption capacity for problematic light gases like formaldehyde, hydrogen sulfide, and ammonia.
Phasing out solvent-based adhesives. Transitioning toward water-based, thermo-bonded, food-grade polymeric binders for sandwich structured carbon media, ensuring zero outgassing from the filter itself.
Integrating RFID chips and micro-pressure differential transceivers to track filter saturation levels in real-time, helping plant operators plan maintenance windows before gas breakthrough occurs.
Developing thermal regeneration networks with global buyers, allowing spent metal-framed industrial charcoal filters to be reactivated and reloaded rather than incinerated or landfilled.
Custom OEM air filters engineered for demanding regulations and dynamic environments across critical sectors.
Preventing Airborne Molecular Contamination (AMC) that damages wafers during photolithography. Our filters target volatile siloxanes, acids, and organic bases down to parts-per-trillion levels.
Protecting sterile production runs from cross-contamination, organic vapors, and biological aerosols, meeting ISO 14644 cleanroom classes and FDA manufacturing regulations.
Optimizing indoor air quality (IAQ) in airports, hotels, and office complexes by scrubbing incoming diesel exhaust fumes, wildfire smoke, urban ozone, and gaseous odors.
Treating emissions from solvent printing, paint spray booths, and chemical storage facilities to ensure local Environmental Protection Agency emission compliance thresholds are met.
Aligning manufacturing capabilities with global QA standards, logistics requirements, and financial reliability.
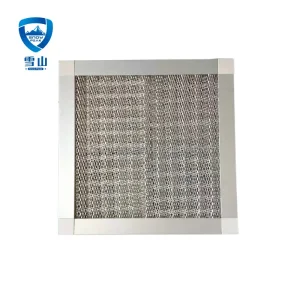
OEM buyers require dimensional versatility. We manufacture filters ranging from compact, custom-molded polymer frame cartridges to heavy-duty, multi-pocket, V-bank steel frames designed for large air handlers.
Every shipment is backed by performance verification sheets detailing initial pressure drop, dust holding capacity, and gas removal efficiency conforming to ASHRAE 52.2 and EN 779 standards.
With direct access to major maritime shipping lanes from Shenzhen, our logistics team manages shipping documentation, custom clearance, and humidity-protected palletizing for secure transit.
To ensure reliable performance in diverse regions, our production facilities and materials align with strict certifications. Our operations conform to the ISO 9001:2015 Quality Management System, guaranteeing traceabilty from raw charcoal feedstocks to completed products.
Furthermore, our product lines carry CE Certification where applicable, demonstrating conformance with European health, safety, and environmental protection standards. We work closely with international testing labs (such as SGS and TÜV) to provide certified reports on flame retardancy (UL 900 classification) and antibacterial efficiencies.
Technical guidance for engineers, procurement officers, and cleanroom facilities manager.
Review our extended technical range including composite media, primary panels, custom HEPA setups, and structural components.