Explore our leading industrial-grade products certified for global supply chains
In modern commercial and industrial facilities, the role of mechanical ventilation has shifted dramatically from simple air circulation to sophisticated micro-environmental contamination control. As global environmental health standards tighten, HEPA exhaust fans have emerged as indispensable assets in maintaining negative pressure, isolating hazardous particulates, and ensuring safe exhaust flow in industrial processes. The alignment with CE Certification represents a baseline of mechanical and electrical safety, signaling compliance with European Directives including the Machinery Directive (2006/42/EC), Low Voltage Directive (2014/35/EU), and Electromagnetic Compatibility (EMC) Directive (2014/30/EU).
Modern HEPA exhaust systems incorporate real-time monitoring of static pressure drop, air volume flows, and particulate counts. Utilizing sensor arrays integrated with central Building Management Systems (BMS), operators can predict filter replacement cycles and maintain energy-efficient airflow profiles automatically.
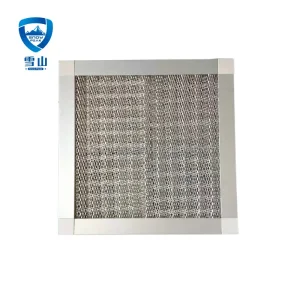
Combining HEPA filters with active bio-safety layers, such as specialized antiviral/sterilizing media, prevents the colonization of biological agents within the filter fibers. This ensures that maintenance crews face lower biohazard risks when changing filters.
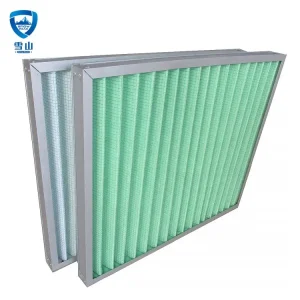
The push for Net-Zero emissions requires HVAC systems to operate at lower pressure drops. Development of multi-layered, gradient-structured melt-blown and fiberglass media ensures high filtration efficiency with exceptionally low air flow resistance.
Information Gain Insight: Selecting a HEPA exhaust fan is not merely a matter of matching CFM values. True systems engineering requires analyzing the static pressure curve against the loaded resistance of H13 or H14 HEPA media to ensure the fan motors do not fail prematurely or operate outside their optimal efficiency zones (IE4/IE5 motors are increasingly standard).
Global B2B procurement professionals must balance capital expenditures (CAPEX) with long-term operational integrity and regulatory compliance. High-efficiency particulate air (HEPA) systems utilized in heavy industry, chemistry labs, and clinical units must adhere strictly to international testing criteria. Understanding these parameters ensures compliance, reduces legal risk, and optimizes total cost of ownership (TCO).
CE certification indicates that the product complies with all relevant European health, safety, and environmental protection legislation. For exhaust systems with integrated electric fans and heavy-duty filtration setups, this involves extensive electrical testing, vibration analysis, and acoustic evaluations. Procurement directors in Europe and the Americas utilize CE marks to expedite regulatory approvals from local occupational health and safety administrations (such as OSHA or EU-OSHA).
Additionally, compliance with the ErP Directive (Energy-related Products) ensures that the fan motors inside these units meet high-efficiency thresholds, significantly reducing electrical load for continuous-operation facilities.
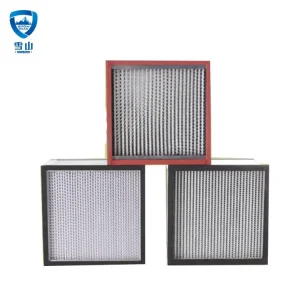
Under the European standard EN 1822 and the global counterpart ISO 29463, filters are classified by their performance at the Most Penetrating Particle Size (MPPS), which typically ranges between 0.1 and 0.25 microns. H13 filtration devices must achieve ≥99.95% efficiency, while H14 demands ≥99.995%.
Our manufacturing services ensure that each customized cylinder H13/H14 replacement filter and deep-pleat cleanroom HEPA module undergoes individual oil aerosol scanning (e.g., DEHS or PAO test) to detect any local pinhole leaks, providing guaranteed compliance data sheets with every shipment.

Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
Industrial scale clean-tech production demands high consistency, low variance, and rigorous quality control. The transition to Factory 4.0 methodologies guarantees that our fabrication runs meet the precise structural specs necessary for HEPA-grade exhaust systems. By marrying robotic precision with deep material expertise, Shenzhen Snow Peak offers unmatched speed and customization flexibility to B2B clients globally.






Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.
The automated pleating, gluing, and frame-forming technologies minimize manual contact and alignment variances. In our dust-free assemblies, air filter media—such as glass fiber or composite melt-blown membranes—are pleated with micro-stabilizers to ensure optimized pleat geometry. This consistency minimizes turbulence and preserves the structural configuration of exhaust frames, rendering them robust against pressure spikes in harsh industrial cycles.
Contamination characteristics dictate the type of HEPA extraction setup required. Below are four common industrial applications that demand engineered HEPA exhaust systems:
In lithography and silicon processing plants, even a sub-micron particle can destroy complex wafer architecture. HEPA exhaust systems operate continuously to extract outgassing bypasses, volatile compounds, and microscopic debris. By integrating China Fiberglass deep-pleat HEPA filters with separators, plants maintain stable laminar airflows with minimum vortex disturbance, preventing backflow contamination during chip fabrication.
Handling pathogenic organisms, molecular vectors, or high-potency API (Active Pharmaceutical Ingredients) requires foolproof safety. Bag-In-Bag-Out (BIBO) exhaust setups utilizing ODM PVC BIBO replacement bags allow hazardous HEPA filters to be swapped out without exposing maintenance crews or the external atmosphere to contaminated matter. This guarantees complete containment integrity in BSL-3 and BSL-4 facilities.
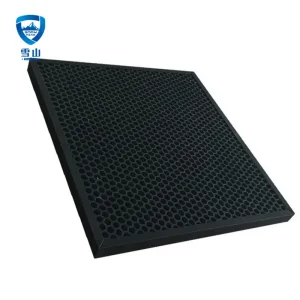
Paint spray lines generate high loads of sticky aerosols and overspray. If raw exhaust is pulled straight into HEPA units, they clog instantly. Our multi-stage strategy deploys Custom Painting room 600G ceiling filter cotton (G4/M5 pre-filters) up front to absorb large paint matrices, followed by high-capacity gas adsorption carbon filters and final H13 HEPA fans. This step-down process ensures consistent exhaust velocity and maximizes the replacement intervals of expensive primary filters.
Hospitals require localized negative pressure setups to isolate airborne diseases like tuberculosis or viral contagions. Our sterilizing antiviral HEPA filtration tech provides a high-level shield. Capturing and neutralizing biological pathogens with a proven 99.9% disinfection rate prevents pathogens from surviving on the filter media, guaranteeing that exhaust air released into the municipal atmosphere is completely pathogen-free.
Ensure long-term operational resilience with our fully certified product catalog