Explore our comprehensive lineup of engineering-grade HEPA, molecular charcoal, and pre-filtration media customized for global supply chains. Our products utilize advanced lamination, pocket-structure geometries, and multi-stage media configurations to ensure optimal dust loading and lowest initial pressure drop.
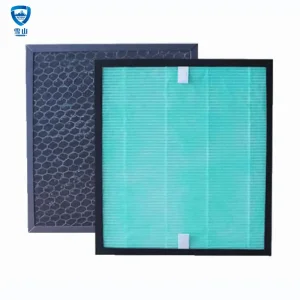
The global air purification sector is undergoing a profound paradigm shift driven by stricter environmental standards, rising cleanroom regulations, and an increasing public awareness of airborne allergens and volatile organic compounds (VOCs). Traditional mechanical filters are no longer sufficient to address modern complex air pollution. The contemporary industry standard relies heavily on composite dual-stage filtration systems—specifically, those integrating Activated Charcoal (carbon) molecular adsorption with micro-fine mechanical pollen filters.
Standard particulate filters capture pollen and PM2.5, but let toxic gases like formaldehyde, toluene, NOx, and ozone pass straight through. By utilizing high-iodine-value active charcoal, filters achieve chemical adsorption via Van der Waals forces, neutralizing toxic chemicals at a molecular level.
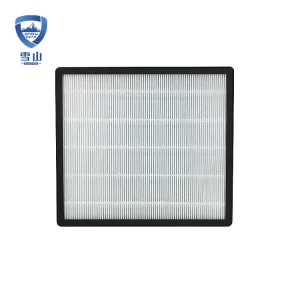
Modern pollen filters rely on electrostatically charged meltblown synthetic fibers. This technology achieves high capture efficiency for fine allergens (down to 0.3 microns) while keeping the physical airflow resistance low, which optimizes energy consumption in HVAC systems.
Integrating carbon directly into a pleated HEPA structure reduces spatial constraints. The honeycomb structural design provides high structural stability, allowing filters to operate under variable high air velocities without losing structural integrity or causing bypass leaks.
Global procurement agents in North America, Europe, and Asia prioritize specific operational and performance metrics when sourcing charcoal pollen filters. The Total Cost of Ownership (TCO) is determined by media lifespan, initial pressure drop (Pa), dust holding capacity (DHC), and volatile organic gas containment rates. Below are our key performance stats:
Operating from Shenzhen, the world’s high-tech manufacturing capital, our facility exemplifies the China Factory 4.0 paradigm. We integrate vertical supply chains with automated manufacturing lines to offer unmatched scalability, custom OEM/ODM parameters, and cost efficiency.
Our production processes utilize automated pleating, frame heat-sealing, and digital quality monitoring systems. This ensures that every single batch of filters meets rigorous international testing standards, such as ISO 16890, EN 1822, and ASHRAE 52.2. By manufacturing our own high-performance meltblown synthetic and pocket-filter media in-house, we eliminate intermediate markup costs, giving global buyers a massive pricing advantage without compromising on materials.
Furthermore, our close proximity to logistics centers in Shenzhen and Hong Kong guarantees flexible shipping options, rapid prototyping turnaround, and a highly resilient supply chain that remains unaffected by market disruptions.

Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc. Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.
Our state-of-the-art facility uses highly automated technology to fabricate composite, pocket, and pleat-based filters with high precision, maintaining low dimensional tolerances and uniform pleat distributions.






Charcoal pollen filters are highly versatile components used across various industries. Here are the primary applications where our high-performance filtration technology excels:
Protects silicon wafers from outgassing organic molecules and airborne particulates. The gel-seal design prevents bypass leaks.
Maintains sterile environments. Captures viruses, bacteria, VOCs, and chemical fumes, ensuring zero cross-contamination.
Installed in shopping malls, office towers, and universities to mitigate indoor urban pollution, pollen, and automobile emissions.
OEM replacement filters for passenger cabins. Filters out highway exhaust fumes, allergens, dust, and diesel soot.
Detailed answers to technical questions commonly asked by quality control engineers, facility managers, and B2B procurement professionals.
Browse our secondary product collection, featuring high-efficiency HEPA cylindrical filters, VOC-removal mini-pleated sandwich filters, dust collectors, and replacement units compatible with Honeywell, Guardian, and other major brands.