Explore our premium range of primary, secondary, and terminal air filters engineered for ventilation lines, cleanrooms, and medical environments.






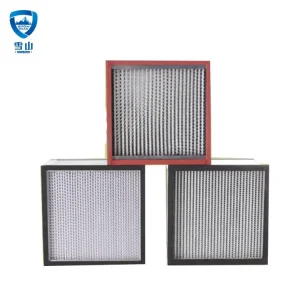
In high-pressure clinical medicine, ventilator HEPA filters act as the critical bio-barrier between vulnerable patient respiratory loops and surrounding atmospheric microflora. Under standard ISO 23328 and EN 1822 protocols, medical ventilators must incorporate high-efficiency particulate air (HEPA) systems to intercept bacterial, viral, and particulate cross-contamination. As a leading custom ventilator HEPA filter exporter, Shenzhen Snow Peak Clean Technology Co., Ltd. custom-engineers HEPA media that operates at peak structural integrity under continuous humified high-flow airflows.
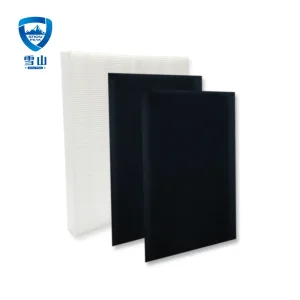
Ventilator HEPA assemblies are manufactured utilizing premium medical-grade fiberglass and synthetic composites. This maintains an efficiency of >99.97% against 0.3-micron aerosols, capturing bacteria, droplet nuclei, and viral payloads like H1N1.
Traditional HEPA filters impose substantial resistance on the breathing circuit. Our engineering focuses on high-precision pleat geometry to ensure minimal pressure drop, allowing the ventilator pump to operate without premature mechanical degradation.
To meet medical requirements, we use polyurethane potting compounds and synthetic rubbers that do not outgas VOCs or emit toxic chemicals. This guarantees absolute compliance with human-use safety regulations globally.
Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
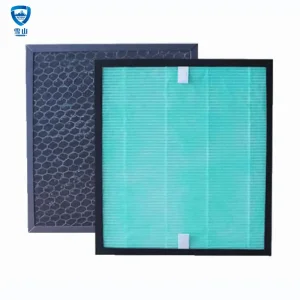
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.

Our automated production processes leverage top-tier CNC machining and proprietary assembly protocols. This ensures air tightness, precise pleat distribution, and zero leakage in high-performance medical HEPA applications.

Automated polyurethane sealant application ensures complete edge seal and prevents air bypass in high-pressure breathing systems.

High-precision laser and mechanical cutting lines ensure millimeter-level dimensional accuracy for custom ventilator cartridges.

Cleanroom-integrated gluing units avoid dust contamination during assembly, guaranteeing raw material cleanliness.

Multi-layered electrostatic and physical barrier laminations designed specifically for biological air processing units.

Micro-pleating technology yields optimal surface area per square inch, lowering initial resistance to workflow.

Advanced hot-melt spacer application guarantees even pleat spacing and structural stability under high airflow velocities.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.
The manufacturing cluster in Shenzhen, China allows us to source premium materials and perform rapid prototyping with short lead times. By integrating downstream supply chains (including non-woven support scrims, medical ABS injection molding, and micro-glass fibers), we maintain complete control over raw material variables. This cluster effect provides international buyers with a significant cost advantage while matching or exceeding ISO 13485 and FDA compliance benchmarks.
Whether you require standard cylindrical filters or custom mini-pleat panels for portable critical care units, our engineering lines can easily scale production to meet demand surges.
The table below summarizes our technical metrics across standard configurations, comparing medical-grade parameters to demonstrate our design's capabilities.
| Performance Parameter | Medical-Grade (H13-H14) | Cleanroom Standard (H13) | Commercial Grade (MERV 13-16) |
|---|---|---|---|
| Pathogen Interception Rate | ≥ 99.99% (Viruses & Bacteria) | ≥ 99.95% (Particulates) | ≥ 90% (Mold & Pollen) |
| Housing Material | Biocompatible Medical ABS / Polycarbonate | Aluminum / Galvanized Steel / Gel-Seal | Cardboard / Moisture-resistant Kraft |
| Adhesive Compounds | Zero-outgassing Medical Polyurethane | Industrial Polyurethane | Standard Hot-melt / PVA |
| ISO Certification Level | ISO 13485 / ISO 10993 (Biocompatible) | ISO 9001 / EN 1822 | ASHRAE 52.2 |
| Typical Applications | Ventilators, Anesthesia loops, ICU pods | Wafer Fabs, Pharmaceutical Cleanrooms | Commercial HVAC, Domestic air cleaners |
Modern ventilation requirements have moved beyond basic hospital rooms. Today's challenges require specialized filtration designs suited to a variety of environments.
These compact units are subjected to vibration, moisture, and extreme temperature variations. Our shock-resistant, heat-sealed cylindrical HEPA elements are designed to maintain physical and operational integrity under demanding mobile conditions.
Home-care applications require low-noise operation and low flow resistance. Our mini-pleat designs provide quiet, consistent filtration for home therapy setups, running safely without high pressure drops.
Long shelf-lives require anti-aging composite materials. We pack filters using hermetically sealed, nitrogen-purged barriers to prevent deterioration over long-term storage, keeping them ready for emergency deployment.
When sourcing medical components, compliance and consistency are key. Buyers should consider these technical specifications during vendor evaluations:
Shenzhen Snow Peak Clean Technology Co., Ltd. provides comprehensive QA documentation, material safety data sheets (MSDS), and custom packaging to meet international customs and shipping regulations.
Key information regarding medical-grade HEPA filters, manufacturing standards, and international shipping.
Medical-grade HEPA filters (typically H13 or H14 rating under EN 1822) are tested for biocompatibility to prevent outgassing. They use specialized polyurethane adhesives and are designed to capture aerosolized biological particles under humidified breathing conditions.
We use automated gluing systems to apply polyurethane sealants continuously along the filter frame. Every production run undergoes automated leakage testing to ensure complete sealing and no air bypass.
Yes. Our CNC punching, bending, and laser cutting lines allow us to produce custom cylindrical, rectangular, or gel-sealed filters to match specific ventilator or cabinet specifications.
We operate cleanroom manufacturing lines and hold CE certifications. Our filters are manufactured in accordance with international cleanroom and air filtration standards, and our antiviral designs achieve up to 99.99% effectiveness against pathogens like H1N1.
Complete your facility's air filtration systems with our industrial-grade containment and supply-side filtration components.