Explore our certified range of high-efficiency particulate, molecular, and gas-phase filtration solutions, engineered to meet rigorous cleanroom, HVAC, and commercial standards.





Shenzhen Snow Peak Clean Technology Co., Ltd. is an internationally recognized, integrated high-tech enterprise at the forefront of air purification engineering. We specialize in research, development, state-of-the-art production, global sales, and strategic import/export trade of critical air filtration systems.
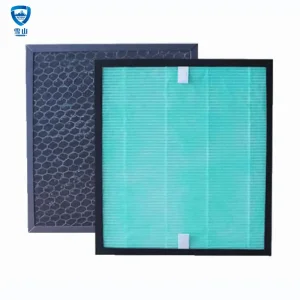
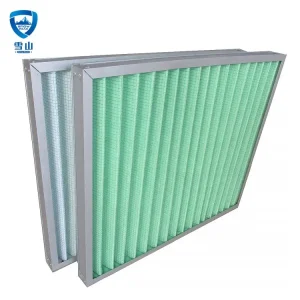
Our extensive manufacturing capabilities cover the entire filtration spectrum: from G2–G4 Pre-filters, medium efficiency pocket filters, and high-capacity HEPA/ULPA filters, to advanced molecular chemical filters. Additionally, we engineer replacement HEPA filters, specialized cabin air filtration units, humidifier elements, and high-performance melt-blown composite media. Our custom solutions serve indoor air quality controls, commercial HVAC, and ultra-clean environments including microelectronics, biotechnology, pharmaceutical cleanrooms, medical facilities, and educational institutes.
Powered by our proprietary patented antiviral and sterilizing technologies, our advanced filters achieve a PM2.5 reduction concentration of down to 10 micrograms/m³—5 times cleaner than standard regulatory benchmarks. Engineered with biostatic active layers, they guarantee a 99.9% microorganism sterilization rate and eliminate secondary emission risks, registering a certified 99.99% elimination of high-risk pathogens like the H1N1 virus.

As molecular filtration transitions from general-purpose odor reduction to targeted volatile organic compound (VOC) capture, our engineering pipeline guides the transition from basic adsorption to smart, catalytic, and highly regenerative filtration systems.
Leveraging high-grade bituminous coal and coconut shell bases to construct extensive microporous matrices. With BET surface areas exceeding 1200 m²/g, this stage focuses on volatile compound capture based on physical Van der Waals forces.
Introduction of active catalytic agents (such as KOH, KI, or metal-organic frameworks) to target ultra-low molecular weight gases (Formaldehyde, H₂S, NH₃). Physical adsorption is supplemented by chemisorption, locking toxic compounds into stable chemical structures.
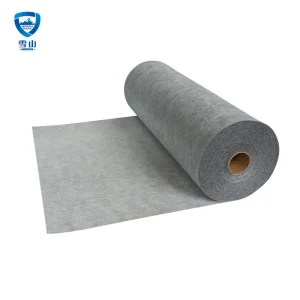
Laminating pleated structural carbon with multi-density synthetic melt-blown layers. This dual-phase system allows concurrent, low-resistance removal of both particulate matter (PM1.0/PM2.5) and gaseous VOCs in a single frame.
Transitioning toward sustainable, bio-based activated carbon derived from agricultural residues. Integration of safe photocatalytic self-cleaning systems to break down captured VOCs into harmless water and carbon dioxide, extending lifetime indefinitely.
Molecular contaminants present distinct challenges depending on the industrial sector. Our tailored solutions address specific industry pain points with high-capacity adsorption media.
Protects cleanrooms from Airborne Molecular Contamination (AMC). Advanced gel-seal carbon and HEPA configurations prevent chemical outgassing on silicon wafers, ensuring yield rates in nanometer-scale fabrication nodes.
Ensures biosafety by combining HEPA filtration and chemical carbon canister technology. Effectively controls toxic chemical vapors, active pharmaceuticals ingredients (APIs), and trace odors, satisfying GMP compliance.
High-capacity fiberglass paint-stop systems and activated carbon grids treat dense solvent paint overspray. Efficiently captures paint mist, toluene, xylene, and complex VOCs before atmospheric exhaust.
Operating with a background of 15 years in international air purification technologies, Shenzhen Snow Peak Clean Technology maintains standardized, dust-free manufacturing complexes. We achieve extreme product consistency through our high-end, self-developed automated production lines. Equipped with Japanese AMADA CNC punch machines and CNC bending systems, our facility ensures tight mechanical tolerances and durable structural integrity for heavy-duty commercial air filtration housings.






Our integrated supply chain and cleanroom assembly lines minimize chemical contamination risks during the assembly of activated carbon media. By controlling compound media lamination and hot-melt gluing processes under ISO-compliant conditions, we prevent premature carbon pore saturation, providing longer shelf-life and maximum VOC breakthrough times for our global distribution network.
Sourcing raw materials and filtration products across borders requires strict adherence to international legal, technical, and testing standards. We guarantee seamless integration into your supply chain.
Our entire production cycle complies with ISO 9001 quality management systems. All molecular and HEPA products carry necessary CE Certifications and conform to European RoHS and REACH environmental regulations for chemical safety.
We provide personalized labeling, size customization, and tailored adsorption ratings (from low pressure drop to maximum chemical loading). This ensures full compatibility with local HVAC frameworks in regional markets worldwide.
Our close proximity to key global shipping hubs in Shenzhen and Hong Kong guarantees stable container dispatches, custom clearance support, and fast transit times to North America, Europe, and the APAC region.
Select from our primary ventilation panels, honeycomb-based gas absorbers, and certified cylindrical dust collection modules designed for high-stress industrial environments.





Find authoritative technical answers to common queries regarding industrial gas-phase and particulate filtration processes.
Physical adsorption relies on weak intermolecular forces (Van der Waals forces) to hold gas molecules within the micropores of the activated carbon. This is reversible and highly effective for volatile compounds with larger molecular weights.
In contrast, chemical adsorption (chemisorption) involves a chemical reaction between the target contaminant and an impregnating agent added to the carbon. This creates a strong chemical bond, rendering the toxic gas (like formaldehyde, Ammonia, or hydrogen sulfide) inert and preventing it from desorbing back into the air stream.
Our antimicrobial and antiviral HEPA filters undergo strict laboratory evaluations using aerosol testing chambers. The sterilization performance against microbes is determined by culture plate methods before and after passing through the filtration medium, showing a 99.9% reduction.
Antiviral performance is tested against H1N1 aerosolized viral particles in compliance with international testing frameworks. Our proprietary material successfully neutralizes and captures up to 99.99% of viruses, preventing secondary colonization on the filter surface.
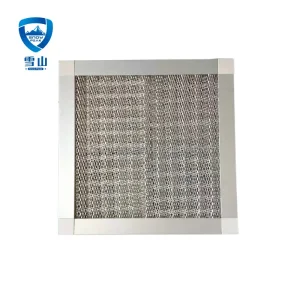
Honeycomb structures feature parallel, straight flow channels that allow air to pass with minimal structural obstruction. Compared to standard granulated carbon beds, which create a highly turbulent and high pressure drop path, the honeycomb design provides very low static resistance.
This allows HVAC systems and purifiers to maintain high airflow (CADR) while using less fan power, significantly lowering energy consumption in continuous operating environments like cleanrooms and commercial facilities.
We offer comprehensive OEM/ODM customization. This includes custom structural framing (cardboard, galvanized steel, aluminum extrusion, plastic), dimensional adjustments to match localized air handler units (AHUs), and targeted carbon formulas.
Buyers can specify their requested CTC (carbon tetrachloride) activity level, choose between granular, sandwich, or honeycomb configurations, and integrate liquid gel seals for high-tolerance cleanroom environments.
By integrating our automated media-pleating and compound-processing lines, we produce raw filter media in-house, reducing dependency on third-party suppliers.
Additionally, utilizing CNC equipment (like our AMADA punch and bending machines) allows us to rapidly configure metal casing designs without long re-tooling delays. This direct vertical integration ensures stable product output and consistent shipping times, even during volatile global market conditions.