Explore our premium product series featuring standard and bespoke customization parameters for commercial, industrial, and high-performance cleanroom applications.






Airborne contamination control requires understanding how tiny particulates move through fluid streams. 99.99% HEPA filtration (H14 Grade) does not work like a simple kitchen sieve. It relies on fiber media (typically sub-micron borosilicate glass fibers) arranged in a complex web. Particles are captured using four main physical capture mechanisms: Interception, where particles tracking an air stream come within one particle radius of a fiber; Inertial Impaction, where larger, heavier particles cannot adjust to rapid changes in air direction and collide directly with the fibers; Diffusion, which governs particles smaller than 0.1 microns whose trajectories are disrupted by Brownian motion, increasing the probability of hitting a fiber; and Electrostatic Attraction, which pulls oppositely charged particles to the media.
The transition zone between diffusion and interception creates a specific challenge: the Most Penetrating Particle Size (MPPS), which typically lies between 0.12 and 0.25 microns. At this size, neither diffusion nor impaction is highly efficient. This is why testing standards, such as EN 1822-1 and ISO 29463, focus on the MPPS. A 99.99% HEPA filter guarantees that at its least efficient point (the MPPS), it will catch 99.99% of all particles, ensuring protection for environments that need clean air, such as pharmaceutical and semiconductor cleanrooms.

Established as an integrated high-tech enterprise, Shenzhen Snow Peak Clean Technology Co., Ltd. has focused on the research, development, production, and global trade of high-performance air filtration products for over 15 years. The company operates clean production facilities, dust-free filter manufacturing workshops, and automated assembly and testing lines designed to meet international standards. We produce a wide range of filters, including Pre-filters, Pocket filters, HEPA filters, Chemical filters, and replacement filters for domestic purifiers, vehicle cabins, and humidifiers.
Our facility is equipped with high-end machinery, including AMADA CNC punches and CNC bending machines, which allow us to build sturdy, dimensionally accurate outer frames using aluminum alloy, galvanized iron, and stainless steel. This equipment helps prevent frame distortion and air bypass, ensuring the system maintains its integrity during high-volume operations. By combining our production lines with raw material research, we provide complete, integrated filtration systems from raw media manufacturing to final product validation.



Modern air filtration has expanded beyond physical particulate capture to include defense against biological aerosols and pathogens. Shenzhen Snow Peak has developed patented, antiviral, and sterilizing HEPA filter technologies to address these issues. Traditional filters can act as breeding grounds for microbes when exposed to ambient moisture. Our active biological-defense media helps prevent this, achieving a sterilization rate of 99.9% without releasing secondary pollutants.
Testing shows this technology can achieve an H1N1 virus removal efficiency of 99.99%. It works by combining antiviral treatments with the fiber structure, which breaks down the outer lipid envelopes of captured viral particles and stops bacteria from reproducing. Additionally, our media design keeps fine dust particles trapped, maintaining PM2.5 concentrations below 10 micrograms per cubic meter—which is five times better than many national clean air guidelines. This makes these filters highly effective for critical applications, including hospital isolation wards, pharmaceutical cleanrooms, and high-traffic HVAC systems.



Aligning filtration mechanics with specific industrial applications guarantees compliance, energy savings, and long service life.
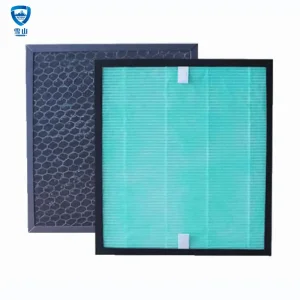
Lithography processes require cleanrooms rated down to ISO Class 1. Particulates can damage silicon wafers and cause microchip defects. Our Gel Seal HEPA/ULPA filters use a liquid polyurethane or silicone gel channel that creates a airtight seal against the support grid, preventing bypass leaks. Additionally, we offer carbon-laminated filters to capture Airborne Molecular Contaminants (AMCs) and volatile organic compounds (VOCs).
Pharmaceutical processing requires strict sterile environments. In containment systems like Bag-In Bag-Out (BIBO) setups, maintenance staff must be protected from hazardous pathogens. Our heavy-duty PVC BIBO replacement bags are designed to handle toxic agents, radioactive dust, and high-potency active pharmaceutical ingredients (APIs), ensuring safe filter changeouts without risking exposure.
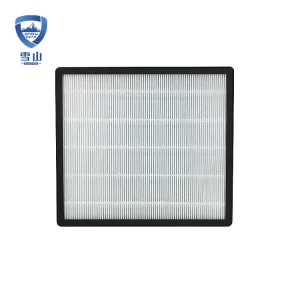
For high-airflow systems, static pressure drop directly impacts energy use. Our W-type (V-bank) mini-pleat HEPA filters offer a larger media surface area in a compact design. This setup lowers initial resistance, extends the filter's service life, and reduces energy consumption. Pre-filters like G4, M5, and F7 bags help protect the primary HEPA stages from larger dust particles.
Combining automated production, strict quality control, and strategic logistics to deliver reliable cleanroom products globally.
Our manufacturing facility in Shenzhen leverages advanced automation to ensure product consistency and reliability. Every step of our production process is monitored to meet international cleanroom standards. Our automated mini-pleating machines use hot-melt adhesive beads to space pleats evenly, which helps maintain uniform airflow and consistent pressure drop across the entire face of the filter. This process is critical for preventing turbulent spots in cleanrooms.
Every HEPA and ULPA filter we manufacture undergoes testing before leaving the factory. Using automated scanning rigs compliant with EN 1822-4, we perform oil aerosol challenges (using DEHS or PAO) to verify efficiency and check for leaks. The local supply chain in the Pearl River Delta gives us access to raw materials like high-grade anodized aluminum and specialized hot-melt adhesives, helping us manage production costs and lead times. This allows us to support both large-scale cleanroom construction projects and custom ODM replacements.
Our Quality Management System is certified to ISO 9001:2015, and we focus on tracing every batch of filter media back to its supplier. Incoming raw materials undergo testing for tensile strength, thickness, and airflow resistance to ensure they meet our standards. By maintaining these strict quality controls, we ensure that our filters perform reliably in sensitive applications like medical manufacturing and chip assembly, helping to minimize operational downtime.
For international shipments, we use durable, moisture-resistant packaging to protect filters from damage and humidity during sea transit. We provide comprehensive documentation for global customs clearance, including certificates of conformity, test reports, and compliance statements. This ensures our products integrate smoothly into cleanrooms around the world, including in the US, Europe, and Southeast Asia.
Detailed technical answers to help you select, install, and maintain high-efficiency HEPA filters.
Our products cover pre-filtration, particulate capture, and chemical containment, helping you maintain air quality standards throughout your facility.