




Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials.
We provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc. Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.


Ensures uniform adhesive distribution for structural integrity and leak-free frame sealing in high-efficiency filters.

CNC-controlled cutting systems guarantee dimensional accuracy down to the millimeter for custom ODM specifications.

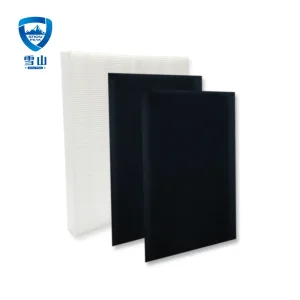
Manual and automated hybrid assembly lines designed for complex multi-stage carbon and HEPA composite filters.

Lamination of activated carbon with synthetic and fiberglass substrates to create multi-functional filtration barriers.

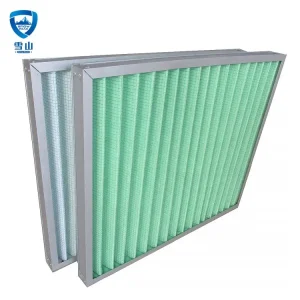
Optimizes pleat geometry and spacing, maximizing surface area while minimizing airflow resistance.

Continuous quality control checks during the pleating process to prevent media damage and ensure uniform airflow.
Modern industrial and commercial sectors face increasingly stringent air quality regulations and process requirements. Procurement officers and HVAC engineers globally seek reliable ODM manufacturers capable of delivering high-performance activated carbon charcoal filters that address specific molecular contamination challenges. The demand spans across several critical areas:
Enterprises require custom-formulated carbon media to target specific Volatile Organic Compounds (VOCs), acid gases, alkaline vapors, and formaldehyde. Off-the-shelf solutions often fail to provide the necessary breakthrough capacity for complex chemical mixtures.
Procurement specifications increasingly mandate high Carbon Tetrachloride (CTC) adsorption rates (up to 60-80%) and high iodine numbers (exceeding 1000 mg/g) to ensure extended filter lifespans and reduced maintenance cycles in heavy-duty industrial environments.
With rising energy costs, global buyers prioritize carbon filters that offer optimized aerodynamic profiles. Minimizing static pressure drop across the filter bank directly translates to significant energy savings in large-scale HVAC systems.
Different industries present unique air purification challenges. As an experienced ODM/OEM partner, Shenzhen Snow Peak Clean Technology Co., Ltd. designs and manufactures targeted solutions to meet these distinct macro-environmental needs:
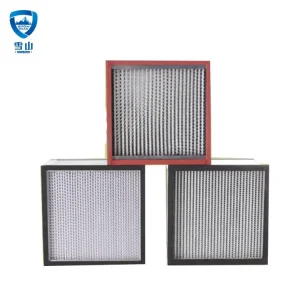
In microelectronics fabrication, Airborne Molecular Contamination (AMC) can ruin silicon wafers and cause catastrophic product defects. Our customized gel-seal HEPA and chemical filters are engineered to capture trace organic compounds, dopants, and acids, maintaining ISO Class 1 to Class 5 cleanroom standards.
Sterile processing environments require the absolute elimination of both viable (microbial) and non-viable particulates, alongside chemical outgassing control. We supply high-temperature HEPA filters and composite carbon media that prevent cross-contamination and protect sensitive biological formulations.
For modern office buildings, airports, and hospitals, managing outdoor pollutants (such as ozone, nitrogen dioxide, and diesel exhaust) and indoor odors is vital. Our multi-stage combination HEPA and carbon filters ensure compliance with ASHRAE 62.1 ventilation standards while optimizing thermal comfort.
Paint overspray and solvent emissions pose severe environmental and health hazards. We manufacture specialized fiberglass media paint stops and heavy-duty VOC carbon adsorption panels to capture paint particulates and solvent vapors before exhaust air is discharged.
The molecular filtration landscape is evolving rapidly, driven by materials science breakthroughs and global sustainability initiatives. Our R&D division is actively pursuing several key technological pathways to define the next generation of carbon charcoal filtration:
We are developing proprietary chemical impregnants that chemically bond with specific target gases (chemisorption). This includes specialized treatments for acid gases (SO2, HCl), basic gases (NH3, amines), and highly volatile compounds like formaldehyde and hydrogen sulfide.
By integrating electrospun nanofibers with micro-porous activated carbon particles, we are creating ultra-thin, high-efficiency composite media. This technology achieves high particulate filtration (HEPA level) and molecular gas adsorption within a single, low-resistance layer.
In alignment with circular economy principles, we are expanding our use of coconut-shell-based activated carbon, which is a renewable resource. Additionally, we are researching thermal regeneration methods to allow industrial clients to reactivate and reuse carbon media, reducing waste.
Navigating international regulatory frameworks is a critical aspect of our ODM service. We ensure that all products manufactured in our facilities meet the strict compliance standards of the destination markets:
To support our global clientele, we offer comprehensive localization services, including customized packaging, multi-lingual technical documentation, and local warehousing partnerships to streamline supply chain logistics.