





In the era of micro-nanometer manufacturing and high-precision biological safety, the quality of air filter cloth determines the yield, safety, and energy metrics of modern industrial systems. From HVAC systems to cleanroom environmental barriers, air filter fabrics must maintain low static resistance, high dust holding capacity (DHC), and consistent filtration kinetics under harsh thermal and chemical environments.
As a premier B2B OEM Air Filter Cloth Factory, Shenzhen Snow Peak Clean Technology Co., Ltd. addresses the evolving demands of worldwide industrial procurement. Global sourcing vectors require comprehensive filter media compliance, spanning European EN 779 / ISO 16890 protocols and North American ASHRAE 52.2 standards. Choosing the right material—such as electrostatic electret meltblown, synthetic composite cotton, or fiberglass deep-pleat structures—ensures that operational systems achieve the optimal balance between high dust extraction rates and low energy losses.
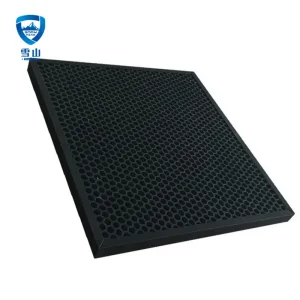
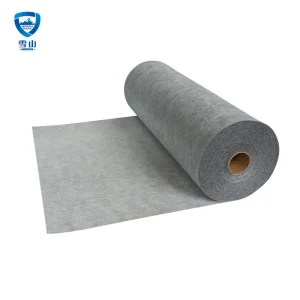
Our manufacturing processes are engineered to offer absolute reliability. By leveraging high-density micro-fibers, we customize high-temperature resistance air filter media, high-efficiency HEPA materials, and multi-functional honeycomb adsorption carbon mats. Each material is formulated to protect against modern pollutants, including fine particulate matter (PM2.5), airborne contaminants, and harmful gaseous micro-toxins.

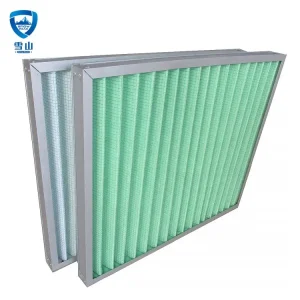
Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials. We provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean rooms, and related critical settings.
Combined with our self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, ensuring that PM2.5 concentrations are lowered to 10 micrograms/m³—which is 5 times better than the national clean air threshold standards. By utilizing bio-active structures, our products effectively inhibit the breeding of microorganisms, yielding a sterilization rate up to 99.9% without inducing secondary pollution, and maintaining a removal efficiency for H1N1 viruses as high as 99.99%.
Certified containment and degradation of H1N1 influenza and viral vectors using proprietary static and bioactive interfaces.
Fully compliant with worldwide filtration parameters, guaranteeing predictable MERV, ePM1, ePM2.5, and HEPA efficiency metrics.
Maintains ultra-clean interior atmospheres even in heavily polluted regions, matching cleanroom design standards.
Micro-structured fiber locks and composite chemical formulas prevent chemical leakage and fibers shedding under high velocities.
Explore our advanced manufacturing plants. Through computer-controlled composite compounding, multi-axis automated pleating, and automated dimensional cutting, our factory delivers filter media rolls and structural units with absolute batch-to-batch structural integrity.
Having 15 years of international air purification technology experience as the background, our company has a standardized production workshop, dust-free filter workshop and a first-class technology HEPA filters production line and inspection line. Our independent research and development of fully automatic air filter production lines, combined with high-performance industrial machinery, offers a substantial advantage for high-volume orders.
Equipped with AMADA CNC punch presses and CNC bending machines, as well as many other advanced high-end processing machines, we provide a strong guarantee for the structural accuracy, production rate, and overall quality of our finished air filtration and purification products. From the micro-pleating of meltblown materials to sheet-metal framing for heavy-duty gas turbines, we manage the entire value chain in-house.
B2B buyers, EPC contractors, and global system integrators face increasing complexity when sourcing raw air filter fabrics and ready-to-install filter modules. Factors such as regional carbon taxes, supply chain fluctuations, and strict certification guidelines call for a supply partner who is more than just a component manufacturer. Our OEM service model provides full customization, including custom roll dimensions, private-label branding, customized resistance rates, and optimized pleat geometry for specific ventilation units.
By understanding the micro-parameters of filter fiber arrangement, our engineering team assists global distributors in selecting materials that perform under varying regional climates. For example, hot and humid tropical regions require synthetic humidifier pads with antimicrobial treatments to prevent mold growth, whereas heavy manufacturing zones require anti-static, flame-retardant (UL900 compliant) fiberglass mats to capture high volumes of coarse dust without risk of ignition.
Our automated slicing machinery processes raw filter cloth rolls to custom widths from 100mm to 3200mm, with tailored weights (from 100G to 800G) and thicknesses to match existing manufacturing lines.
We ensure that all products comply with REACH, RoHS, and CE guidelines, simplifying customs clearances and verification processes for international buyers.
Using raw fiber materials directly sourced from premium, verified suppliers, we guarantee stable price structures and consistent production volumes even during high seasonal demand.
Different industries present unique atmospheric challenges. Standard residential filters lack the structural integrity required to withstand the high-velocity streams of industrial factories, while heavy chemical plants require robust carbon structures to capture volatile organic compounds (VOCs). We build specialized configurations designed for a wide range of industrial applications:
To prevent micro-contamination on silicon wafers, our ULPA/HEPA systems utilize ultra-fine fiberglass and low-degassing meltblown media, providing 99.999% retention of 0.1-micron particles.
Our 600G ceiling filter cotton ensures uniform laminar flow and captures microscopic paint overspray in paint booths, preventing surface defects and reducing rework costs.
Engineered to inhibit microbial breeding, our antibacterial HEPA filters provide sterile cleanroom spaces and contain biological particles during critical processing phases.
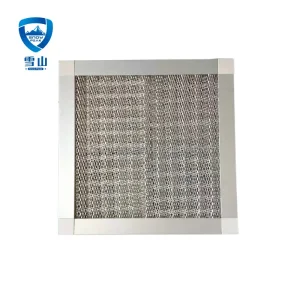
Integrating honeycomb activated carbon and structural V-banks, we provide efficient gas adsorption and particle removal for airports, commercial centers, and waste facilities.
The next generation of air filtration centers on lowering pressure drops to reduce energy use. Traditional filtration media rely on mechanical capture, which increases air resistance as the filter gets loaded with dust, requiring high-power blowers. Our current research focus is on lowering overall energy consumption.
By integrating electrostatic nanofiber layers, we achieve high particle capture rates while maintaining open physical pore networks, helping reduce HVAC energy use by up to 25%. We are also developing composite filter media that combine VOC chemical absorption and particulate filtration into a single, space-saving layer.