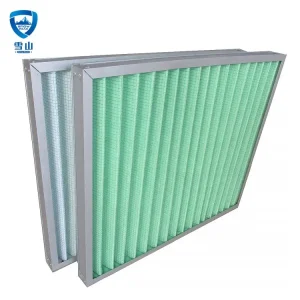
Explore our premium engineered high-efficiency filters, W-shape bank assemblies, and specialty activated carbon composites designed for commercial, industrial, and residential environments.


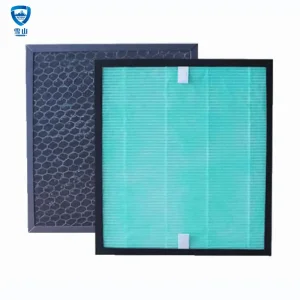
Activated carbon non-woven fabric represents a pinnacle of hybrid composite engineering. By infusing premium-grade activated carbon powder (derived primarily from coconut shells, coal, or wood) directly into a synthetic non-woven web (such as polyester, polypropylene, or polyurethane), manufacturers create a dual-action media capable of simultaneous particulate filtration and gas-phase adsorption.
The primary mechanism governing the elimination of gaseous contaminants is physical adsorption. This process is mediated by weak intermolecular forces, known as Van der Waals forces, which draw gas molecules (volatile organic compounds, formaldehyde, sulfur dioxide, nitrogen oxides, and odor compounds) into the micro-porous structures of the activated carbon. The internal surface area of high-grade activated carbon is immense, often exceeding 1,000 square meters per gram. This ensures a vast, intricate network of sub-nanometer pores capable of trapping contaminants indefinitely under normal operating temperatures.
To meet the diverse demands of global cleanroom, industrial, and residential applications, these carbon-loaded fabrics are often sandwiched between fine electrospun layers or structural grid meshes. This composite configuration prevents carbon shedding—a common structural vulnerability in low-quality carbon filters—while optimizing the pressure drop across the filter element. Ensuring a low initial pressure drop is critical for lowering energy consumption within HVAC and air circulation systems.
Utilizes iodine values ranging from 900 to 1,200 mg/g to guarantee a dense porous network capable of high-capacity gas adsorption.
Utilizes thermal lamination or specialized hot-melt adhesives to ensure absolute encapsulation of carbon granules within the non-woven matrix.
Specially treated with chemical catalysts to target polar molecules like ammonia, formaldehyde, acid gases, and basic amine vapors.

Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
By blending core physical HEPA filtration with proprietary activated carbon non-woven composites, Shenzhen Snow Peak cleanroom solutions address both sub-micron particulate matters and dangerous gaseous molecular contaminants.
Combining 15 years of industry excellence with cutting-edge manufacturing plants and testing platforms.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.
Our ISO-certified manufacturing facility implements advanced methodologies to deliver high-performance filtration solutions.






Global supply chains are undergoing a paradigm shift towards environmentally conscious and energy-efficient procurement. Historically, carbon filtration focused solely on adsorption capacity. Today, corporate mandates demand low-emission carbon sourcing, biodegradable binder chemistries, and sustainable non-woven substrates (such as post-consumer recycled PET or natural fibers).
Furthermore, energy conservation regulations in the European Union (e.g., Energy-related Products Directive - ErP) and North America have forced filter manufacturers to optimize the structural design of carbon packs. By pleating activated carbon non-woven fabric, we significantly expand the effective filtration surface area, lowering structural resistance. This mechanical refinement enables HVAC blowers to consume less power while maintaining high Volatile Organic Compound (VOC) capture rates.
Procurement departments are also prioritizing high compliance transparency. Suppliers must provide end-to-end trace documentation, verified safety data sheets (SDS), compliance with REACH and RoHS standards, and proof of mechanical durability. This ensures that no harmful gaseous outgassing occurs from the adhesives or the non-woven materials themselves, maintaining absolute cleanroom integrity.
Activated carbon non-woven materials provide tailored performance across high-stakes industrial and commercial sectors:
Compliance and testing protocols verify the efficiency, pressure drop, and adsorption profiles of our products.
| Filter Type / Parameter | Primary Substrate Material | Iodine Value Rating | Airflow Velocity (m/s) | Standard Conformity | Primary Application Fields |
|---|---|---|---|---|---|
| Sandwich Carbon Media | 100% Synthetic Non-Woven | 950 - 1100 mg/g | 0.5 - 1.2 m/s | ISO 16890 / EN 779 | Commercial HVAC & Odor Control |
| HEPA & Carbon Composite | Glass Fiber + Non-Woven Carbon | 1000 - 1200 mg/g | 0.1 - 0.3 m/s | EN 1822 / ISO 29463 | Semiconductor Cleanrooms & Hospitals |
| Pleated V-Bank Modules | Rigid Plastic Frame + Carbon | 900 - 1050 mg/g | 1.5 - 2.5 m/s | CE Certificate / ASHRAE 52.2 | Heavy Air Intake & Industrial Fans |
| Impregnated Cabin Filter | Electrospun PP + Carbon Web | 950 - 1100 mg/g | 1.0 - 2.0 m/s | ISO 11155-2 / CE Certified | Automotive & Transportation Cabin Air |
The Significance of CE Certification: For active carbon non-woven fabrics sold within the European Economic Area, CE marking indicates compliance with essential European safety, health, and environmental protection standards. This process requires testing for structural integrity, flame-retardant properties (e.g., DIN 53438 or UL 900 compliance), and biological safety. CE compliance ensures that the materials do not degrade, off-gas dangerous chemical components, or pose fire risks under typical operating temperatures.
The progression of carbon non-woven filtration technology is moving toward functionalized composite designs. Future material designs aim to combine electrostatic particulate capture with tailored molecular adsorption into a single, low-resistance layer. By depositing active carbon nanoparticles directly onto electrospun nanofibers, engineers can maximize surface area contact while reducing the physical footprint of the filter medium.
Additionally, functionalizing activated carbon with metal-organic frameworks (MOFs) represents a major step forward. MOFs have highly regular, tuneable pore geometries that can target specific gaseous toxins (like formaldehyde and ozone) far more effectively than traditional carbon, which has a broad pore-size distribution. These composite materials are also being treated with natural antimicrobial finishes to prevent mold and bacterial growth on the trapped contaminants, extending the filter's service life.
Industrial operations depend on reliable, timely technical support. High-performance filtration applications require direct engineering collaboration to verify pressure drops, calculate carbon consumption rates, and conduct onsite air quality audits. Shenzhen Snow Peak supports international clients with tailored design services, custom OEM layouts, and comprehensive engineering validation. Our close partnerships with certified testing bodies ensure that custom-developed composites meet local air quality and chemical compliance standards, easing global integration.
Answering common questions about the selection, maintenance, and performance of activated carbon filter media.
We use advanced hot-melt and thermal lamination techniques. By encapsulating premium activated carbon powder between a high-tensile spunbond cover layer and a meltblown support layer, the carbon granules remain securely trapped, even when subjected to air velocities exceeding 2.5 m/s.
Physical adsorption relies on Van der Waals forces to trap volatile organic compounds (VOCs) inside the carbon pores. Chemisorption uses chemical catalysts (such as phosphoric acid, potassium hydroxide, or metal oxides) to chemically react with and neutralize specific acid or alkaline gases like hydrogen sulfide, sulfur dioxide, or ammonia.
The lifespan depends on the ambient VOC concentration, temperature, relative humidity, and airflow. The replacement point is reached when the carbon pores become saturated, leading to a breakthrough of odors or organic compounds. In cleanrooms, this is monitored with online photoionization detectors (PID) or gas-phase chromatography tests.
Yes. All of our composite activated carbon filters are manufactured to comply with European safety and environmental standards. We hold valid CE certifications, and our products undergo strict testing to ensure they are free from restricted substances, complying with RoHS and REACH regulations.
Generally, no. While the outer synthetic support mesh may be vacuumed or lightly washed to remove surface dust, the inner micropores of the activated carbon cannot be regenerated through washing. Once the carbon reaches saturation, it must be replaced to restore its chemical filtration efficiency.
Explore our industrial-grade roll media, cleanroom gel-seal HEPA elements, ceiling filter cotton, and specialized bag-in-bag-out containment bags.