In commercial, industrial, and highly specialized micro-environments, air filtration is not merely a utility—it is a critical process parameter. Among the standard configurations used globally, the 15x25x1 size specification serves as a vital component in localized HVAC designs, air purifiers, and cleanroom air handling systems. As a leading manufacturer and global exporter, Shenzhen Snow Peak Clean Technology Co., Ltd. builds on this industry footprint to deliver high-performance, tailored, and compliance-ready custom air filters designed for high efficiency and minimal pressure drop.
Standard off-the-shelf air filters often fall short when deployed in specialized environments. Variables such as static pressure limitations, target particle sizes, gaseous pollutant concentrations, and temperature fluctuations demand custom manufacturing solutions. By modifying pleat density, choosing advanced synthetic or fiberglass media, and introducing multi-stage carbon and meltblown composites, we engineer custom 15x25x1 filters that optimize system performance, minimize energy consumption, and guarantee structural integrity over prolonged operating lifecycles.
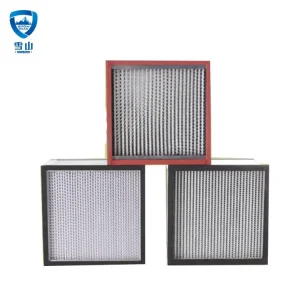
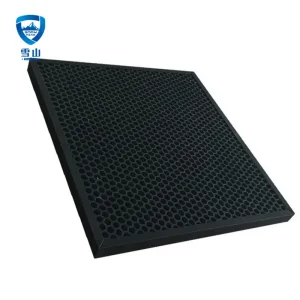
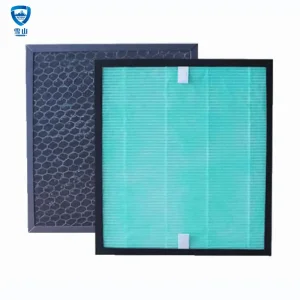
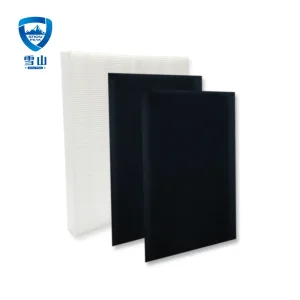
Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.

Global distributors and system integrators choose China as their manufacturing base due to unparalleled supply chain resilience and cost-to-performance efficiency. By controlling the production flow from raw synthetic polymers to fully assembled, quality-tested filtration units, we mitigate global supply line bottlenecks and ensure price stability. Our proximity to premium raw material bases (such as high-grade meltblown MB fabrics and laminated wire mesh) allows us to fulfill bulk orders quickly and customize dimensions like 15x25x1 at scale.
We modify thickness, media blend, and structural framing (cardboard, plastic, or aluminum alloy) to match distinct operating parameters, delivering tailor-made 15x25x1 filters that drop fit into your setup.
By optimization of pleated volume and weight parameters, we reduce shipping space, which directly translates to lower carbon output and reduced freight costs for major global exporters.
Our integration of electrostatic meltblown technology results in media that maintains low initial resistance while providing high dust loading capacities over standard mechanical filters.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.






Selecting the correct air filtration device requires aligning performance configurations with localized environment expectations. Custom-engineered 15x25x1 filters are primarily integrated into the following applications to solve specialized clean air challenges:
In cleanroom facilities, sub-micron particulates can ruin delicate circuits. Our high-efficiency composite filters remove microscopic particulates, preventing yield loss and downtime during sensitive processing phases.
Maintaining strict biological isolation requires absolute control over air distribution. Our patented antiviral and antimicrobial technologies effectively prevent cross-contamination by achieving up to a 99.99% viral eradication rate.
Medical-grade facilities demand air filters that capture fine droplets and pathogens without placing strain on existing air handling blowers. Our low-resistance HEPA solutions deliver this balance effortlessly.
From a global procurement perspective, engineering departments prioritize lowest total cost of ownership (TCO) over initial price tags. Operating energy costs make up over 80% of an air filter's lifecycle expense. By importing filters optimized with structured media spacing and lower initial resistance levels, commercial buildings and factories reduce fan energy consumption dramatically while extending replacement intervals.
Quality assurance underpins our manufacturing operations. Every batch of custom 15x25x1 air filters undergoes strict factory release testing, assuring compliance with international regulatory bodies. Our QA processes conform to EN 1822 and ASHRAE 52.2 standards, which means your procurement department receives certified, verifiable MERV ratings, filtration capacities, and initial resistance coefficients.
Additionally, our CE Certification for activated carbon, HEPA, and composite media guarantees compliance with safety and environmental directives required for entry into EU markets. We provide comprehensive technical dossiers, trace material documents, and certificate copies for every shipping container, ensuring painless customs clearance and smooth integration into local regulatory frameworks.