High-efficiency molecular adsorption, particulate interception, and commercial gas purification products.






Deciphering pore-size engineering, chemical impregnation, and manufacturing benchmarks for commercial activated carbon ventilation systems.
At the cellular level, the efficiency of an activated charcoal air filter is governed strictly by the thermodynamics of physical adsorption (physisorption) and chemical absorption (chemisorption). Standard air filtration captures microscopic particulates using mechanical interception; gas-phase or molecular filtration, however, requires capturing molecules that are orders of magnitude smaller. To achieve this, the underlying raw carbonaceous matrix—be it derived from coconut shells, premium coal, or synthetic polymers—undergoes a rigorous double-stage activation process.
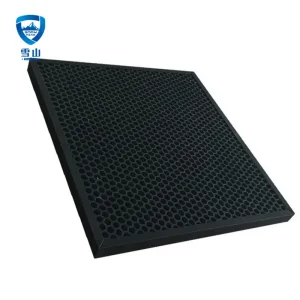
Physical activation utilizing superheated steam (up to 1000°C) or carbon dioxide creates a highly branched network of sub-microscopic cavities. This process yields a specific surface area typically ranging from 800 to 1,500 m²/g. In specialized environmental control applications, optimizing the pore distribution is essential:
Critical for the immobilization of volatile organic compounds (VOCs) with low molecular weights, such as benzene, toluene, and halogenated hydrocarbons.
Act as conduits for high-velocity air streams, facilitating rapid transport of gaseous pollutants deeper into the carbon matrix.
Serve as entry points that prevent structural blinding and manage transient fluctuations in humidity and particulate load.
For molecular compounds that do not readily adhere to plain carbon—such as sulfur dioxide ($SO_2$), hydrogen sulfide ($H_2S$), ammonia ($NH_3$), and formaldehyde—chemically impregnated carbon is utilized. Impregnation with potassium hydroxide (KOH), phosphoric acid ($H_3PO_4$), or potassium permanganate ($KMnO_4$) transforms the inert carbon surface into a catalytic reaction bed. Gaseous contaminants undergo continuous chemical conversion, bonding irreversibly to the filter media.
Industrial procurement teams operate under rigorous performance guidelines. Commercial ventilation infrastructure, cleanrooms, and municipal air systems demand gas-phase filters that balance continuous molecular removal with low operational resistance. Several macro trends are driving the global adoption of custom carbon filtration systems:
First, the semiconductor and microelectronics fabrication industries require strict control over Airborne Molecular Contamination (AMC). Even trace concentrations of acid gases or condensable organic compounds can degrade silicon wafers, reducing fabrication yields. High-capacity V-bank carbon filters are deployed to scrub air clean of contaminants down to the parts-per-trillion (ppt) range.
Second, compliance with commercial building certifications like LEED (Leadership in Energy and Environmental Design) and the WELL Building Standard has shifted the focus from simple particulate filtration to comprehensive indoor air quality (IAQ). Modern buildings utilize composite HVAC filtration containing high-density activated carbon media to remove outdoor vehicle emissions (nitrogen oxides, ozone) and indoor off-gassing from adhesives and carpets.
In modern supply chain management, geographical concentration and production bottlenecks present significant operational risks. Partnering with a vertically integrated Chinese OEM/ODM supplier like Shenzhen Snow Peak Clean Technology Co., Ltd. offers significant structural advantages in terms of cost-to-performance ratio, customization flexibility, and supply chain security.
Based in Shenzhen, a global hub of advanced electronics and materials manufacturing, our facility integrates raw media processing, structural framing, pleating, and testing under one roof. Our production floor features advanced manufacturing machinery, including AMADA CNC punch presses and CNC bending machines, alongside self-developed, fully automated filter assembly lines. This automated setup ensures consistent pleat spacing, uniform hot-melt adhesive application, and airtight frame sealing. By minimizing manual assembly steps, we maintain structural consistency across high-volume production runs.

We are an integrated high-tech enterprise specializing in air filtration research, development, manufacturing, sales, and global trade. Our product portfolio spans pre-filters, pocket filters, HEPA filters, chemical filters, replacement HEPA assemblies, cabin air filters, humidifier pads, and high-performance composite media.
Designed for commercial buildings, microelectronics fabs, pharmaceutical facilities, laboratories, and clean rooms, our advanced systems feature patented sterilizing and antiviral HEPA media. This technology effectively filters fine particulates, reducing PM2.5 concentrations to 10 micrograms/m³—five times cleaner than standard limits—while achieving a 99.9% sterilization rate and 99.99% H1N1 virus removal without causing secondary emission issues.
Overview of our automated production workflow, quality assurance stations, and fabrication lines.






Tailoring molecular filtration to specific operational environments and chemical contaminants.
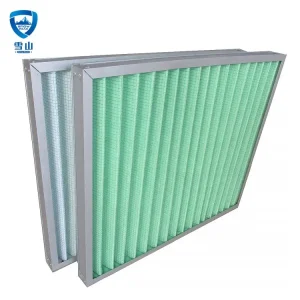
Deployed in central air handling units (AHUs) to scrub urban emissions, diesel exhaust (NOx, SOx), and localized odor contaminants. Combining particulate pre-filtration with chemical panels protects occupants and reduces fresh air make-up energy requirements by allowing safe air recirculation.
Protects wafer lithography and metrology steps from Airborne Molecular Contamination (AMC). Impregnated V-Bank carbon modules target sub-ppb levels of volatile siloxanes, organic acids, bases, and dopants, preventing chemical haze formation on expensive optic assemblies.
Captures high-concentration solvent vapors, VOCs (xylene, toluene), and paint odors before exhaust discharge. Our customized multi-stage panels, incorporating fiberglass paint stop rolls and activated charcoal cartridges, ensure compliance with EPA and local environmental emission limits.
Controls hazardous biological off-gassing, formalin fumes, anesthetic gas leaks, and animal room odors. Integrating carbon modules alongside H13/H14 HEPA units provides complete particulate sterilization and gas phase control, creating a safe, odor-free work environment.
Selecting a molecular filter involves balancing specific performance variables, including gaseous concentration, air velocity, maximum pressure drop budget, and expected service life. Unlike particulate filters, molecular carbon filters rely on contact time (residence time), typically requiring 0.05 to 0.5 seconds of air contact inside the carbon bed to achieve high single-pass efficiency.
We offer various frame designs to meet different installation needs:
Expert insight into operational testing, breakthrough dynamics, compliance standards, and maintenance requirements.
Unlike particulate filters, which show a clear pressure drop increase as they load, carbon filters do not exhibit a significant pressure change as they saturate. Breakthrough occurs when the adsorption zone reaches the back of the carbon bed, letting gases pass through unhindered. We monitor this using in-situ electronic gas sensors or by analyzing physical core samples to measure the remaining CTC (Carbon Tetrachloride) activity.
The iodine number (measured in mg/g) indicates the micropore volume, showing how well the carbon adsorbs small molecules (typical target range: 900 to 1100 mg/g). CTC (Carbon Tetrachloride) activity measures the porosity of the carbon, with higher values (e.g., 50% to 70%) indicating greater overall adsorption capacity for typical VOC mixes.
High humidity can decrease physical adsorption efficiency because water molecules compete with VOCs for adsorption sites within the micropores. At relative humidity levels above 60-70%, water vapor can condense inside the pores, blocking organic gases. In high-humidity applications, we recommend installing dehumidifiers upstream or using chemically impregnated carbon designed to function in wet conditions.
Molecular filters are certified under ISO 10121-1 and ISO 10121-2, which define testing methods for media and complete filter elements against specific challenge gases like VOCs, acid gases, and basic compounds. Standard particulate ratings like ASHRAE 52.2 and ISO 16890 apply to pre-filter stages but do not measure chemical adsorption capacity.
Washing carbon filters with water does not restore their capacity, as water cannot release adsorbed organic compounds from the micropores. Industrial-scale regeneration requires thermal reactivation in a kiln at temperatures exceeding 800°C in a controlled atmosphere to burn off contaminants without destroying the carbon structure. For most HVAC applications, replacing the carbon media or modules is the most practical option.
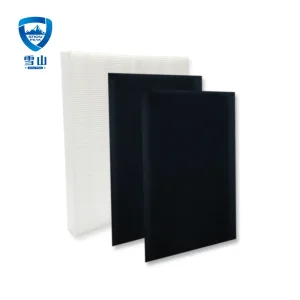
OEM-compatible media pads, high-performance HEPA configurations, and custom cooling elements.