Explore our core engineering catalog, designed for residential, commercial, and extreme clean room environments.







Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials.
We provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean rooms, etc. Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m³, 5 times better than the national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
In-depth whitepaper on sourcing, manufacturing pipelines, and custom air filtration systems.
The global demand for ODM air purifier filters, specifically custom configurations compatible with residential appliances like Aroeve air purifiers, has surged exponentially. Smart-home brands, OEM brands, and consumer appliance distributors require consistent, high-yield manufacturing supply chains capable of delivering grade H13 true HEPA filtration. As procurement managers navigate highly competitive markets, key parameters such as fractional efficiency, filter lifetime, CADR (Clean Air Delivery Rate), and structural integrity take priority.
Shenzhen Snow Peak Clean Technology Co., Ltd. addresses this demand by acting as a crucial global partner. We offer end-to-end ODM services, allowing global buyers to specify precise dimensions, activated carbon density, and custom pre-filter layers. By outsourcing to a specialized manufacturer, enterprises reduce capital expenditure on testing machinery and specialized clean room fabrication lines, leveraging our production economies of scale to optimize unit economics.
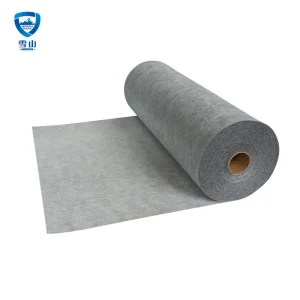
Strategic Procurement Insight: Modern purchasing agents prioritize manufacturers with certified downstream material control. Utilizing pre-laminated mesh layers and specialized meltblown materials prevents structural collapse under high-airflow HVAC operations, extending the shelf-life and in-use lifetime of residential filters.
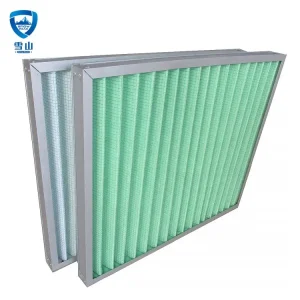
Air filtration is not a single-product industry; it demands a macro-level systems approach. In residential ecosystems, the target pollutants are volatile organic compounds (VOCs), pet dander, pollen, and PM2.5 particles. The solution lies in a composite multi-stage design: a robust primary filter roll (G3/G4) to capture large fibers, a high-efficiency meltblown layer to lock microscopic particulate matter, and an activated carbon honeycomb to adsorb gaseous irritants.
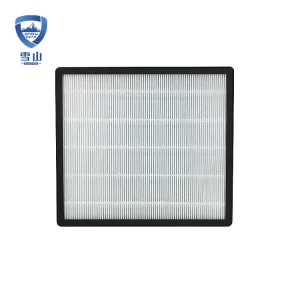
At the industrial scale, the requirements shift towards microelectronics manufacturing, advanced laboratories, and hospital clean rooms. In these environments, even minor dust particles can cause catastrophic wafer defects or microbial outbreaks. Our macro solutions utilize high-efficiency deep-pleat HEPA filters with aluminum separators, specifically engineered to withstand heavy static pressure while maintaining laminar airflow. This cross-industry capabilities enable our team to apply clean-room standards of quality control directly to home consumer goods, raising the standard for residential Aroeve-style replacement filters.
Developing next-generation materials for lower aerodynamic resistance and higher particle collection efficiency.
By optimizing fiber diameters to the sub-micron scale, we achieve ultra-low pressure drops, ensuring that home purifiers operate quietly and consume less energy while retaining a 99.97% filtration efficiency.
Incorporating natural and synthetic safe sterilizing agents directly into the matrix structure of the HEPA fibers. This inhibits the growth of mold spores, bacteria, and targets airborne viruses like H1N1.
Utilizing high-performance aluminum-based honeycomb structures coated with titanium dioxide (TiO2). Active under UV light, this setup breaks down volatile organic compounds (VOCs) and eliminates odors.
Deploying mechanical filtration layers laminated directly with coconut shell activated carbon to yield maximum CADR with minimum enclosure footprints for small-scale household purifiers.
Integrating synthetic nanofibers that utilize stable electrostatic fields to pull particles from the air, drastically decreasing standard physical obstruction sizes and lowering overall power consumption.
R&D initiatives geared towards fully compostable and bio-derived polymer pre-filters and support frames to significantly reduce global electronic and plastic filter disposal waste.
Our manufacturing capacity is reinforced by top-tier engineering machinery and automated production environments.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.






Ensuring compliance across regional markets to de-risk your procurement pipeline.
Navigating global regulatory landscapes requires meticulous adherence to local environmental and health codes. Our production operations align strictly with ISO 9001 quality systems and ISO 14001 environmental management frameworks. Our products carry CE certifications, RoHS, and REACH documentation, ensuring trouble-free importation into European and North American territories.
Every batch of raw meltblown materials undergoes fractional efficiency and pressure drop testing. We run downstream tests to verify that particulate bypass remains zero. In addition, our high-adsorption carbon layers are verified for benzene and iodine values, proving their capacity to clean toxic indoor air before packaging.
We provide comprehensive container consolidation and custom packaging design for global brands. Our design engineers produce tailor-made retail boxes, complete with translated installation user manuals and regulatory safety labels. This is critical for online sellers and offline distributors who require a direct-to-warehouse setup without local repackaging costs.
Through partnerships with key cargo handlers, we offer flexible shipping options (FOB, CIF, DDP) and maintain clear communication, ensuring transparency from production scheduling to final customs clearance.
Technical answers to common ODM and custom air filtration inquiries.
Complete your procurement requirements with our wider range of air, humidifier, and ventilation media solutions.