Discover our custom-engineered HEPA and VOC removal systems designed for critical cleanroom, commercial HVAC, and consumer air purification demands.




Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.

Equipped with state-of-the-art machinery including AMADA CNC punch and CNC bending machines, our dust-free facility guarantees precise pleating, lamination, and quality control.






Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.
Modern industrialization, stringent occupational health guidelines, and emerging cleanroom standards have driven a significant evolution in air filtration technology. Historically, air filters were categorized into two distinct paradigms: particulate capture systems (governed by mechanical interception, inertial impaction, diffusion, and electrostatic attraction) and gaseous chemical filtration systems (utilizing adsorption and chemisorption mechanisms). However, the rising prevalence of volatile organic compounds (VOCs) alongside ultra-fine PM2.5 particulates has necessitated the development of advanced hybrid systems: the **HEPA-VOC integrated filter**.
VOCs, which include harmful gases such as formaldehyde, benzene, toluene, and xylene, are characterized by high vapor pressure under normal indoor atmospheric conditions. Unlike microscopic dust particles, VOC molecules exist in a gaseous state, with kinetic diameters far smaller than the pore structures of traditional fiberglass or meltblown HEPA media. Consequently, standard mechanical HEPA filters exhibit zero capture efficiency for VOCs. Conversely, pure activated carbon beds, while effective for gaseous pollutants, cannot prevent high-velocity sub-micron dust from bypassing or fouling the adsorption sites. High-performance OEM manufacturers have solved this structural limitation by designing **sandwich carbon-HEPA structures** and **honeycomb activated carbon composite panels**, integrating mechanical particle trapping and gas-phase physical/chemical adsorption into a single, low-resistance envelope.
Information Gain Insight: Selecting the correct VOC filtration system requires matching the specific chemical properties of the target gas with the correct adsorbent impregnation. While physical adsorption works well for heavy hydrocarbons, light molecules like formaldehyde require chemisorption via amine-doped or potassium permanganate-impregnated media to achieve acceptable breakthrough curves and prevent premature desorption.
To design an optimized HEPA-VOC system, engineers must understand the balance between filtration efficiency, pressure drop (resistance), and operational lifetime. The performance of these systems depends on media configuration and manufacturing accuracy. We categorized the core technologies utilized by modern OEM factories in the table below:
| Filtration Technology Type | Primary Target Contaminants | Base Materials Used | Key Performance Metrics |
|---|---|---|---|
| Meltblown MB Fabric (Low-Resistance) | PM2.5, Pollen, Fine Particulates | Electrostatic Polypropylene (PP) | Up to 99.97% efficiency at 0.3μm; Resistance < 30 Pa at 5.3cm/s face velocity. |
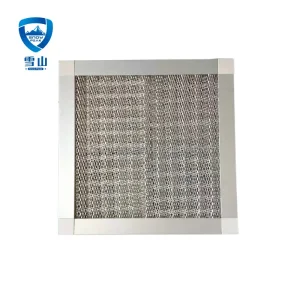
| Fiberglass Deep-Pleat HEPA | Industrial Smoke, Bacteria, Ultra-fine Dust | Sub-micron Borosilicate Glass Fibers | 99.995% efficiency at MPPS (H14 grade); high chemical & thermal resistance. |
| Sandwich Activated Carbon Fabric | Odor, Light VOCs, Formaldehyde | Non-woven carrier + Granular Active Carbon | Formaldehyde CADR > 250 m³/h; minimal carbon dusting; high surface contact area. |
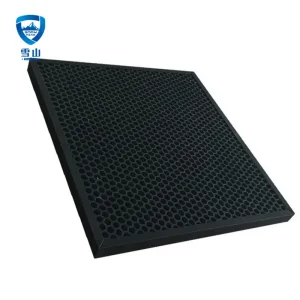
| Honeycomb Gaseous Filter | Industrial VOCs, Acid/Base Gases | ABS/Paper Honeycomb cells filled with chemically impregnated media | High single-pass VOC removal capacity (>90%); optimal lifetime before saturation. |
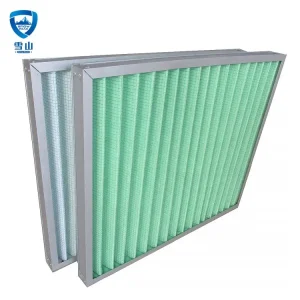
Our manufacturing workflow leverages automated gluing, high-speed pleating, and synthetic fabric lamination to control the gap width, ensuring even dust loading and prevent channeling effects. By utilizing custom polyester laminated wire mesh backing (ideal for G3/G4 foldaway pre-filters), we protect the expensive HEPA downstream from high-mass coarse particulate fouling. This double-layer strategy significantly extends the runtime of cleanroom setups and industrial air handlers.
For B2B procurement officers, HVAC system designers, and manufacturing managers, buying air filters is not just about unit price. The decision relies heavily on a comprehensive calculation of the **Total Cost of Ownership (TCO)**. The TCO of an air filtration system consists of three main variables:
By implementing low-resistance meltblown composites and deep-pleat structures with large effective surface areas, Shenzhen Snow Peak Clean Technology Co., Ltd. reduces pressure drop by up to 25% compared to industry-average alternatives. In massive industrial plants with thousands of filter installations, this difference yields substantial annual electricity savings. Furthermore, our robust quality control processes eliminate bypass leaks at frame corners—a common failure mode in low-quality OEM products that leads to downstream contamination and expensive unscheduled shutdowns.
Air filtration is not a one-size-fits-all product. Different industrial micro-environments demand specific, targeted engineering approaches:
In semiconductor cleanrooms, airborne molecular contamination (AMC) can destroy sub-micron silicon wafers, causing massive yield losses. While standard HEPA filters trap airborne particles, they cannot catch gaseous amines, outgassing silicones, or acid gases. We engineer specialized **PTFE HEPA membranes** combined with multi-layer chemical filters filled with virgin ion-exchange resins. This setup targets specific gas species to keep the production environment safe from gaseous contaminants.
Pharmaceutical facilities demand strict compliance with sterile air standards to prevent microbial contamination. Our proprietary antiviral and sterilizing HEPA filters destroy biological agents rather than simply trapping them on the media. With a tested H1N1 virus removal rate of 99.99% and microbial sterilization rates of 99.9%, our products prevent secondary contamination during filter maintenance. This makes them ideal for Biosafety Level (BSL) laboratories and hospitals.
High-occupancy buildings like corporate headquarters, schools, and shopping malls require high-volume fresh air intake. Our custom honeycomb activated carbon filters, paired with synthetic pre-filters, are optimized for rapid VOC gas removal. This setup handles heavy outdoor traffic emissions (such as NO2, SO2, and ozone) without degrading system airflow.
As regulatory standards tighten worldwide, OEM factories must innovate to stay ahead. The next decade of air filtration development focuses on smart materials, environmental sustainability, and functional coatings:
Shenzhen Snow Peak Clean Technology Co., Ltd. operates with a global perspective, designing products to meet strict international certifications. Since export products face different regulations worldwide, we maintain a robust testing program:
For European buyers, our filters carry full **CE certification**, and our performance parameters comply with EN 1822 (classification from E10 to U17) and ISO 16890. For North American markets, we test our filters to ASHRAE 52.2 standards, ensuring clear MERV rating conversions. All materials used in our compound filter structures undergo rigorous chemical safety evaluations to ensure compliance with the **RoHS directive**, certifying that no hazardous substances outgas into the clean air stream.
Answers to critical questions asked by procurement managers, facility engineers, and OEM buyers.
Active carbon fabric (often used in sandwich structures) offers excellent contact efficiency and low air resistance, making it perfect for space-constrained residential or automotive cabin applications. Honeycomb filters are designed for heavy-duty industrial gas phase removal; they hold significantly more carbon granules, allowing for higher VOC loading and a longer operational lifespan before carbon saturation.
Traditional HEPA filters trap airborne viruses but keep them alive on the filter surface, which risks re-entry into the air stream during filter changes. Our patented antiviral technology uses a safe, natural biocidal coating integrated into the meltblown structure. This coating damages the viral envelope upon contact, neutralizing the pathogen. This active defense step prevents secondary biological growth on the media.
Yes. We offer fully custom OEM manufacturing. Our facility is equipped with AMADA CNC punch and CNC bending machines, allowing us to build custom frames from galvanized steel, aluminum, stainless steel, or ABS plastic. We can adjust the pleat count and spacing to meet specific air volume and flow resistance needs.
Every cleanroom-grade HEPA filter we produce undergoes individual leak testing. We use photometer-based aerosol testing (such as DEHS/PAO challenges) or automated particle counters to scan the filter media and frame seal. This ensures the filter meets its rated efficiency without any bypass leakage.
We use heavy-duty, moisture-resistant packaging with reinforced edge protection to safeguard the delicate pleated media. For high-volume shipments, we optimize the filter sizes to fit container dimensions, maximizing packing density and lowering freight costs for our buyers.
Lead times depend on the size and complexity of the order. Standard sizes and materials are usually produced and ready for shipment within 15 to 20 days. Custom designs requiring tooling or special chemical media impregnation generally take 25 to 35 days from technical sign-off.
High relative humidity (above 60%) can reduce physical adsorption because water molecules compete with VOCs for active sites on the carbon. For high-humidity applications, we use specially treated carbon or hydrophobic media blends to ensure reliable VOC removal.
Yes, our filters comply with the RoHS directive. We use non-toxic hot-melt adhesives, lead-free frames, and clean, safe media to prevent any outgassing or harmful chemical emissions in sensitive indoor environments.
Explore our range of primary filtration rolls, humidifier wicks, pocket media, and cleanroom bag-in-bag-out containment bags.