Engineered to exact OEM specifications, our filter media, cartridges, and system integrations ensure industrial-grade cleanliness standards.






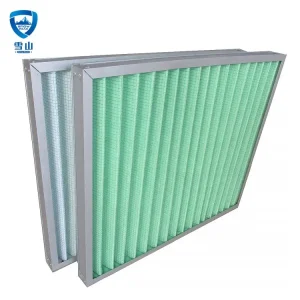
Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
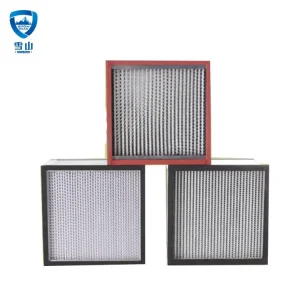
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m³ (which is 5 times better than standard metrics); effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.

Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line.
Through our independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, we provide a strong guarantee for production and quality of air filtration and purification products.
Years Industry Expertise
Virus Removal Efficiency
PM2.5 Filtration Capacity
Secondary Pollution
A comprehensive technical analysis of modular airflow management, filter media optimization, and global cleanroom standards.
In modern contamination control, the Portable Fan Filter Unit (pFFU) represents a major leap forward in modular cleanroom design. Unlike traditional ceiling-mounted, fixed FFUs, portable variants provide target-oriented clean air vectors directly to micro-environments, localized workstations, isolation chambers, and rapid-deployment medical zones. Global markets are seeing increased demand for high-efficiency, energy-conscious portable air filtration systems, driven by the growth of semiconductor packaging, biotechnology assays, pharmaceutical compounding, and specialized lithium-ion battery manufacturing.
As industrial processes become more complex, maintaining strict particle counts under ISO 14644-1 Class 1 through Class 5 requires continuous, laminar clean airflow. Portable HEPA fan filter units deliver these clean micro-climates without the high capital costs of structural renovations.
The development of next-generation portable Fan Filter Units focuses on three main technical areas: motor efficiency, advanced filter media chemistry, and smart control interfaces.
Different industries require custom configurations for their portable filtration systems. A one-size-fits-all approach cannot meet the strict standards of biological hazard mitigation and chemical outgassing prevention at the same time.
The Pearl River Delta cleanroom supply chain, led by advanced manufacturing hubs like Shenzhen Snow Peak Clean Technology Co., Ltd., offers key advantages in manufacturing speed, quality control, and component integration.
With 15 years of international air purification technology experience, our factory runs a high-efficiency production model. Combining CNC punching machines and automated bending tools with a dedicated cleanroom filter assembly line ensures consistent build quality. Each HEPA and ULPA filter undergoes strict leak testing before shipping. By managing the entire production process—from raw meltblown and fiberglass media compounding to metal housing fabrication—we keep production costs down while maintaining strict quality control.
Purchasing managers and cleanroom engineers must look beyond the initial purchase price when selecting a manufacturing partner. Critical criteria should include:
Built with quality components to ensure continuous operation and low maintenance overheads.
Features step-less speed regulation, low energy consumption, and automatic speed compensation to handle filter loading over time.
Guarantees filtration efficiencies of 99.999% at 0.3 microns, providing reliable protection for highly sensitive manufacturing environments.
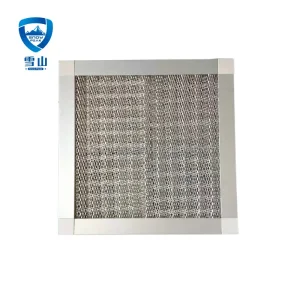
Lightweight aluminum, galvanized steel, or stainless steel cabinets. Designed for easy installation in standard T-bar grids or mobile carts.
Inside our ISO 9001 and CE certified factory. We use automated production lines to deliver high-quality cleanroom equipment.






Expert insights on sourcing, sizing, and maintaining portable HEPA fan filter units.
Explore our specialized range of high-efficiency filters, replacement cartridges, and commercial ventilation units.