Premium, certified filtration products engineering optimal cleanroom metrics and high efficiency performance.






In modern manufacturing, processing, and public infrastructure, gaseous pollutants pose a severe threat to both precision processes and human health. Large carbon air filters—often referred to as gas-phase molecular filters—serve as the first line of defense against volatile organic compounds (VOCs), acidic gases, alkaline vapors, and odors.
From microelectronics lithography cleanrooms in Seoul to pharmaceutical synthesis bays in Frankfurt, molecular contamination at the parts-per-billion (ppb) level can ruin yields or violate strict environmental standards. As industrial processes demand higher performance, the need for large-scale carbon filtration systems with high active surface areas, low pressure drops, and extended breakthrough lifetimes has reached unprecedented levels.
"The challenge in contemporary air design is not just removing dust; it is neutralizing molecular hazards. A single ppb of corrosive gas can degrade sub-10nm semiconductor silicon structures."
Globally, sectors are transforming their ventilation profiles under ESG guidelines, leading to a shift from disposable, high-flow resistance carbon panels to highly optimized honeycomb structures, modular V-bank housings, and custom-impregnated media beds that maximize adsorption dynamics.
With our specialized engineering background, we analyze global molecular contamination standards (such as ISO 10121 and ASHRAE 52.2) to fabricate customizable filter matrices. Whether for offshore oil platforms dealing with toxic H2S gases or airport terminals treating complex kerosene exhaust mixtures, our systems are built for long life and efficient containment.

Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials; provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m3, 5 times better than national standard; effectively inhibit the breeding of microorganisms, sterilization rate up to 99.9%, and no secondary pollution, removal of H1N1 virus efficiency as high as 99.99%.
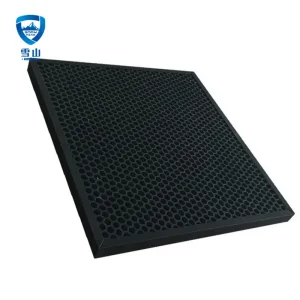
Through active carbonization breakthroughs and material engineering, our heavy-duty industrial carbon setups provide outstanding VOC adsorption capacity, ensuring long life under high volume air processing conditions.
Combining global expertise with advanced manufacturing lines to deliver consistent, certified quality at scale.
Having 15 years of international air purification technology experience as the background, our company has standardized production workshop, dust-free filter workshop and first-class technology of HEPA filters production line and inspection line, independent research and development of fully automatic air filter production line, equipped with AMADA CNC punch and CNC bending machine as well as many other advanced high-end equipment, provide a strong guarantee for production and quality of air filtration and purification products.
Our factory processes rely on precise automated steps to optimize pleating density, glue distribution, and framework integrity. Below are the key manufacturing cells that produce our industry-leading carbon and HEPA solutions:






Why international buyers choose Shenzhen Snow Peak for large carbon filters and advanced HVAC installations.
By directly fabricating pocket filter media, melt-blown composite media, and carbon-infused composites in-house, we control costs and prevent supply chain delays.
Equipped with Japanese AMADA CNC punching and bending machines, we construct highly rigid, leak-proof galvanized, aluminum, and stainless steel housings for heavy carbon loads.
Our inspection lines verify the CTC (Carbon Tetrachloride) adsorption value, gas bypass leakage, initial pressure drops, and dust loading capacities before dispatch.
Purchasing large-format carbon air filters from China is no longer just about low manufacturing cost. Modern global procurement leaders focus on Total Cost of Ownership (TCO), where lead times, customizable design capabilities, and international quality standards are highly valued.
Shenzhen Snow Peak bridges the gap between affordable component sourcing and high-grade cleanroom performance. Our engineers collaborate directly with global EPCs (Engineering, Procurement, and Construction firms) to custom-configure housing sizes, carbon grammage, structural media pleat counts, and chemical impregnation variants. This ensures seamless integration with major industrial AHU (Air Handling Unit) layouts worldwide.
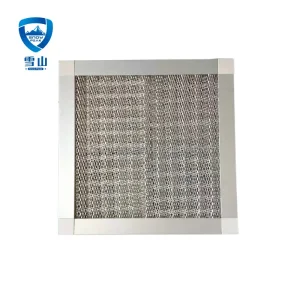
Microelectronic manufacturing requires clean air free from sub-micron dust and trace organic acids, bases, or condensables. Our V-Bank and honeycomb chemical filters capture Airborne Molecular Contaminants (AMCs), preventing expensive wafer contamination and chemical staining on optical lithography elements.
Protecting researchers and products from VOC emissions, chemical synthesis fumes, and pathogens is critical. By combining active carbon layers with our high-efficiency antiviral HEPA filter technology (delivering 99.99% viral filtration), our products supply ultra-clean air that easily meets global bio-safety benchmarks.
VOC mitigation is a primary target in heavy surface-finishing plants. Using our fiberglass paint stop floor media alongside sandwich-type carbon blocks prevents paint particulates and solvent vapors from escaping, helping factories meet regional environmental emission regulations.
1. Circular Lifecycle Carbon Re-activation: Industrial operations are moving away from single-use carbon units. Demands are increasing for modular filter frame layouts that allow the physical carbon granules to be refilled or thermally re-activated, reducing long-term material waste.
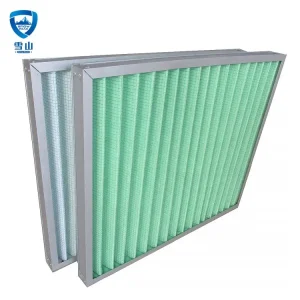
2. Hybrid Composite Media Solutions: Combining particle collection and gas-phase adsorption into a single, cohesive medium is a major focus. Our sandwich-type, mini-pleated HEPA filters with active carbon grids save system space while providing dual dust and gas protection.
3. Strict Energy Budgets: Modern HVAC designs require low-resistance media profiles. Minimizing system pressure drops translates to lower fan energy usage, enabling global industrial facilities to hit their net-zero emission goals.
Expert technical insights regarding selection, installation, and operation of industrial carbon air filters.
The ideal choice depends on the specific gases you need to remove. Coconut shell active carbon provides high micro-porosity, making it excellent for removing light VOCs and common odors. Coal-based carbon offers larger meso-pores, suitable for capturing heavier organic compounds. For targeted acidic, alkaline, or reactive gases (like H2S, NH3, or formaldehyde), we recommend chemically impregnated carbon to ensure chemical neutralization via chemisorption. We typically target a Carbon Tetrachloride (CTC) value of 50% to 80% to ensure high absorption performance.
Generally, lifespan ranges between 6 to 18 months, heavily dependent on the inlet gas concentration, air flow rate, and temperature. We recommend installing high-quality G4 pre-filters and fine bag filters upstream. This prevents airborne dust and paint aerosols from clogging the active carbon pores, ensuring the carbon is used solely for gas adsorption.
Yes, this is one of our key technical advantages. Our patented sterilizing antiviral HEPA filters achieve a 99.9% sterilization rate and 99.99% H1N1 virus removal efficiency. We can integrate these antiviral matrices with our carbon layers to provide dual-phase protection against both airborne molecular contaminants and biological hazards in schools, hospitals, and cleanrooms.
Our products undergo testing according to global industry benchmarks, including ISO 16890, EN 1822 for HEPA filters, and ISO 10121 for molecular filters. Many of our core designs carry CE certification, ensuring they meet the safety and performance requirements of European and global construction projects.
High-performance rolls, compound media, and specialized replacements matching demanding industrial specifications.