Customized HVAC, industrial HEPA systems, and specialized replacement filters built for maximum air purification efficiency and low operational resistance.







Shenzhen Snow Peak Clean Technology Co., Ltd. is an integrated high-tech enterprise, specialized in air filtration products research and development, production, sales, import and export trade. We produce and supply: Pre-filter, pocket filter, HEPA filter, chemical filter; replacement HEPA filter, car cabin air filter, humidifier filter; pocket filter media, melt-blown composite filter media, and other high-performance filter materials.
We provide high quality air purification solutions and products for indoor air pollution control and air conditioning systems of civil and industrial buildings, microelectronics, pharmaceutical, laboratory, school, hospital clean room etc.
Combined with self-developed patented technology, our sterilizing antiviral HEPA filter can effectively filtrate fine particles, so that PM2.5 concentration down to 10 micrograms/m³, 5 times better than the national standard. It effectively inhibits the breeding of microorganisms, yielding a sterilization rate up to 99.9% with zero secondary pollution, and achieves H1N1 virus removal efficiency as high as 99.99%.
Understanding the evolution of air standards, strict cleanroom specifications, and the rising demand for robust commercial air purification.
Industrial manufacturing, particularly in semiconductor and pharmaceutical production, relies heavily on ISO 14644 standard classifications. HEPA and ULPA filters (H13 to U17) are critical in preventing sub-micron particulate contamination in these environments.
Commercial buildings, educational institutions, and healthcare centers are upgrading legacy HVAC systems to integrate higher MERV-rated and HEPA filters. This is driven by public health initiatives focusing on indoor air quality (IAQ) and airborne pathogen mitigation.
Modern air filtration systems must balance particle-capture efficiency with low air flow resistance. Lowering pressure drop reduces the energy needed for HVAC blower motors, helping organizations meet carbon-neutrality targets.
Years of R&D Experience
H1N1 Virus Removal Rate
Down to 10 Micrograms/m³
Microbial Sterilization Rate
How our custom-tailored OEM commercial air filtration solutions perform across diverse critical fields.
Integrated circuits require environments clean down to the molecular level. Our custom gel-seal HEPA and ULPA filters prevent even minimal airborne molecular contamination (AMC) from ruining lithography and silicon wafer manufacturing processes.
Biomedical research and drug synthesis require strict sterile air supply paths. Our H13 and H14 cylindrical and deep-pleated fiberglass filters are designed to capture biological aerosol particles, satisfying GMP requirements for bio-safety containment.
Preventing nosocomial infections in operating theatres and intensive care units (ICUs) requires reliable positive-pressure ventilation. Our patented antiviral and antibacterial HEPA media inhibits germ breeding, eliminating secondary pollution risks.
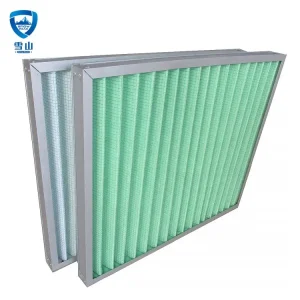
Large-scale HVAC installations in transport hubs, shopping centers, and high-rise offices deploy our energy-efficient pre-filters (G3, G4) paired with pocket or mini-pleated HEPA filters. This configuration manages dust loading and protects indoor occupants.
Coating booths and heavy metalwork shops generate harmful overspray and fine dust. We provide customized heavy-duty metal-framed cardboard panel filters and fiberglass floor paint-stop media to capture dust particles before they escape into the environment.
We supply replacement filters for popular air purifiers, such as Honeywell HPA series compatible HEPA and active carbon fabric filters. This supports global brands with high-quality, exact-fit aftermarket air purification options.
A look inside our high-precision processing workshops, testing lines, and automated assembly technology.






Having 15 years of international air purification technology experience as the background, our company has built a standardized production workshop, a dust-free filter workshop, and a clean-room class testing and inspection line for HEPA filters.
We manage our production using self-developed, fully automatic air filter production lines. By equipping our facility with high-end machinery such as AMADA CNC punches and CNC bending machines, we maintain consistent dimensional accuracy and structural integrity for all custom HVAC air filtration frames.
Critical HEPA sealing and assembly take place in ISO-controlled cleanrooms to avoid pre-installation contamination.
Every HEPA filter batch is tested for pressure drop, efficiency, and leaks using automated particle counter systems.
AMADA CNC punch presses allow us to manufacture custom-engineered galvanized, aluminum, and stainless steel outer frames.
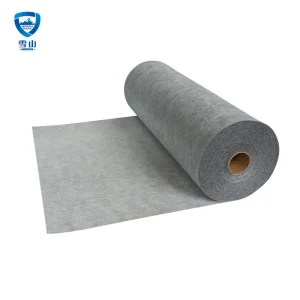
We laminate sandwich-type active carbon, meltblown, and fiberglass materials to support complex particulate and gaseous pollutant removal.
Developing advanced air filtration solutions for improved sustainability and performance.
Developing sub-micron electrospun membrane filters that achieve H14 performance with up to 40% lower pressure drop, reducing overall HVAC power requirements.
Transitioning from metal and plastic housing to biodegradable structural components to simplify disposal and recycling processes.
Integrating RFID chips and differential pressure micro-sensors into the filter frames to transmit real-time filter life data to Building Management Systems (BMS).
Refining meltblown-carbon fiber lamination technology to create single-pass solutions that trap gaseous VOCs and fine dust concurrently without degrading airflow.
How our manufacturing footprint in Shenzhen supports consistent quality, volume capabilities, and competitive lead times.
Based in Shenzhen, we benefit from a mature regional raw material network. From high-grade hot-melt adhesives to custom-profiled aluminum extrusions, all components are sourced locally, which helps minimize manufacturing delays.
By producing our own meltblown composite materials and pocket filter media, we reduce reliance on external suppliers. This vertical integration helps control raw material costs and ensures stable product quality.
Our proximity to the Port of Shenzhen allows for streamlined container loading and rapid shipping routes to Europe, North America, and Southeast Asia, minimizing international lead times.
Meeting international quality standards to support compliance in your local markets.
Our air filters and purification devices carry CE markings and conform to ISO 9001:2015 quality management system guidelines, supporting compliance in European industrial projects.
We test our products using international filtration benchmarks. Our MERV 8-16 air filters and H13-H14 HEPA filters undergo testing to meet target efficiency standards for particulate arrestance.
We document every manufacturing run. From checking fiberglass thickness to analyzing polyurethane seal curing, we trace product parameters to ensure reliable operation in the field.
Detailed answers to technical questions about custom HEPA and commercial air filtration systems.
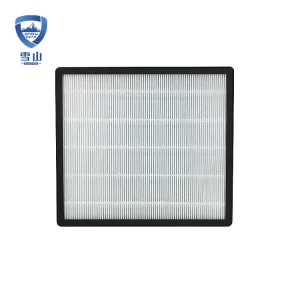
Deep-pleated HEPA filters typically use corrugated aluminum or paper separators to partition thick media folds, allowing for high dust-holding capacity in high-airflow environments. Mini-pleated HEPA filters use thin glue-line thread separators, which allows for more compact pleats. This design provides more filtration area in a smaller profile, making it suitable for cleanroom ceilings, biological safety cabinets, and compact commercial air purifiers where physical space is limited.
Our patented sterilizing HEPA filter combines high-efficiency mechanical capture with a non-toxic antibacterial coating. Instead of just trapping microbes on the media surface where they might grow over time, the active coating breaks down micro-organism outer membranes, achieving a 99.9% sterilization rate and H1N1 virus removal efficiency of 99.99%. This design helps prevent secondary biological pollution in recirculating HVAC systems.
Yes. Utilizing automated CNC punch presses and bending machines, we manufacture customized filter housings, support flanges, and outer frames in aluminum, galvanized steel, or cardboard. We accommodate custom heights, widths, depths, and frame profiles to match older commercial HVAC systems without requiring complete ductwork rebuilds.
Gel seals utilize a liquid polyurethane or silicone gel in a perimeter channel that receives the knife-edge frame of the cleanroom ceiling grid. This creates an airtight seal that compensates for minor installation misalignments or structural vibrations. Neoprene gaskets, while reliable, can dry out, compress, or experience seal bypass over time. Gel seals offer reliable, long-term protection against bypass leaks in semiconductor fabs and critical pharmaceutical fill lines.
A HEPA filter alone captures solid particulate matter but cannot block gas-phase pollutants, odors, or volatile organic compounds (VOCs). By laminating an active carbon fabric layer directly to the mini-pleated HEPA media, the filter can simultaneously capture microscopic dust particles and adsorb chemical molecules. This double-layer design is helpful for urban office buildings, schools, and laboratories handling solvents.
We maintain quality through automated production machinery, a dust-free assembly environment, and systematic testing. Every production batch is tested for initial resistance, face velocity uniformity, and particle penetration according to ISO and EN standards. Testing certificates are provided to support quality tracking for global industrial shipments.
Explore our specialized replacement filters, rolls, and raw media engineered for commercial and domestic HVAC applications.